UPCYCLED CATALAN TIMBER
Within Studio Seminar groups were tasked to explore the impact that robotics and automation may have on the reintegration of the original properties of wood into the architectural, engineering and construction industries. By utilising computational and parametric design it is possible to create customizable non-standard geometries that can have a real impact on modern construction with one of the oldest building materials.
Upcycled Catalan Timber strived to conceptualise, develop and envision a state-of-the-art process utilising both emergent software and hardware technology to answer the question: within the current lifecycle of Catalan timber, is there a potential to add quality and function to offcuts through the application of computational design, robotics and automation?
Existing Process

Initial research was done into the existing lifecycle of Catalan timber from forest, sourcing, transport, milling and eventual product. Most of the timber sourced was used for the creation of standard disposable timber pallets, although through site visits to one of the major sawmills in Catalan it was discovered that almost 50% of the supplied logs were unsuitable for the pallets. This non-suitable timber was used for either pellets or sawdust, sold between €50 – €200 per tonne. It was at this point in the process we identified our point of disruption of the establishment product cycle.
New Process

With the intersection point identified, the next task was to define the ultimate product. Due to the irregular and unpredictable nature of the material a computationally designed panel system manufactured from aggregate assembled offcut Catalan timber was decided. To realise this, next task was to define what parameters would be required.
Pseudocode
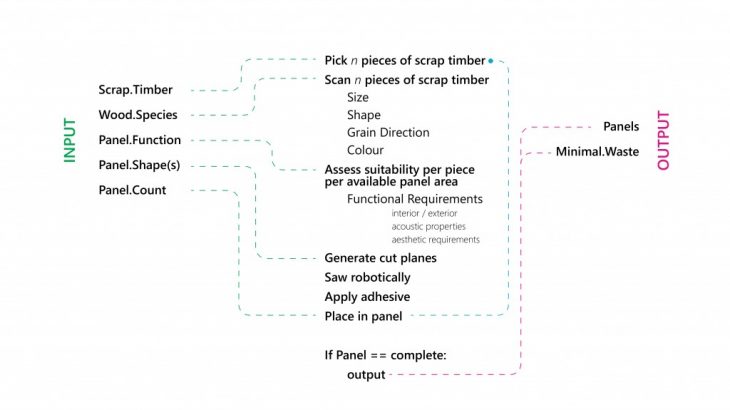
To generate the desired outputs, a new paneling system with minimal waste, we had to define realistic & achievable inputs. These were timber, species, function, final design and the total count of panels required. They would pass through our parametric program to automatically generate cut planes per piece that were suitable to the in-production panels taking into consideration the design & functional requirements as input. As we were focused on softwood unsuitable for exterior use, a test function of internal acoustic paneling was used during the seminar. As with all aspects of our programme, this was able to be further developed and evolve for different functions and design inputs that could be integrated with varying timber species and offcut variations.
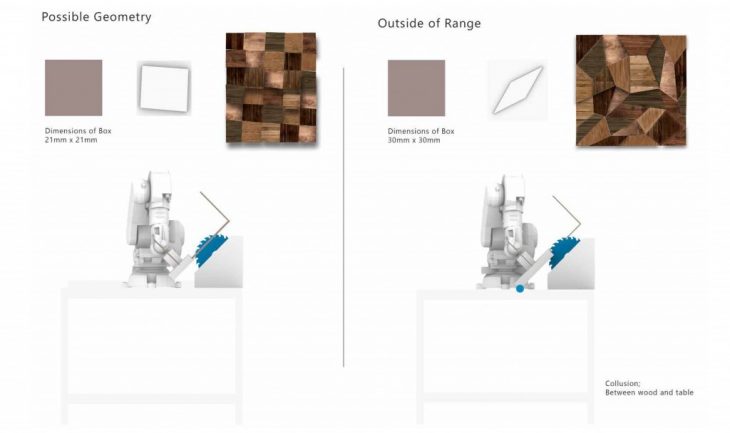
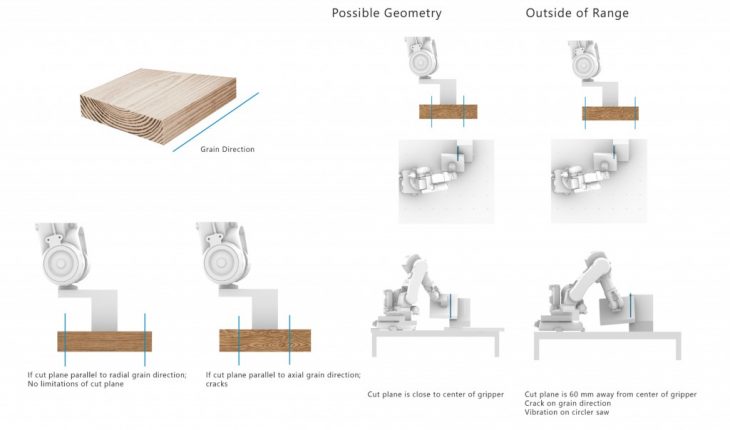
With a solid envisioned process in mind, physical prototyping was the next logical step. A matter of configuring an ABB IRB-140 to prove the concept at each all stages as previously outlined in our pseudocode. Immediate technical limitations became apparent as challenges to tackle. The ABB robot arm features a smaller reach that when paired with a stationary saw blade limited the range of degrees for the generation of cut planes as well as the maximum size of raw material for processing.
Limitations
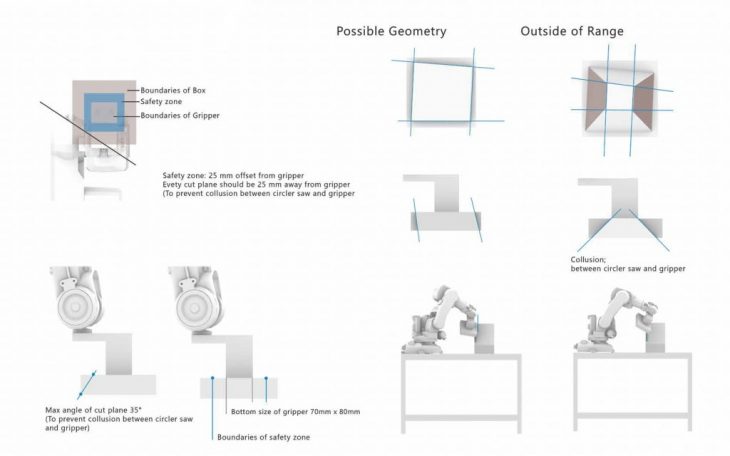
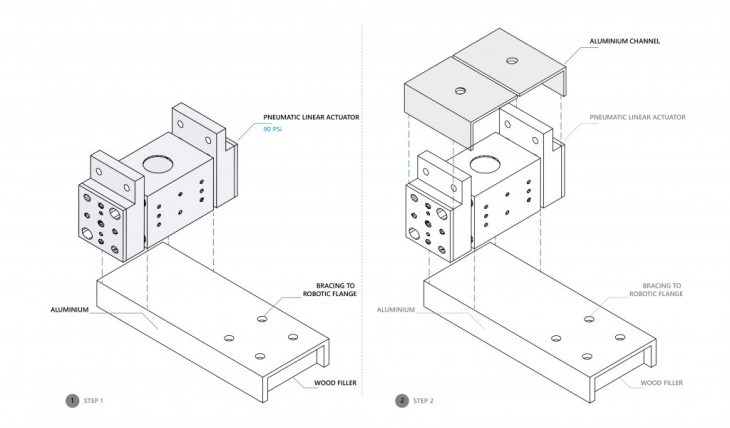
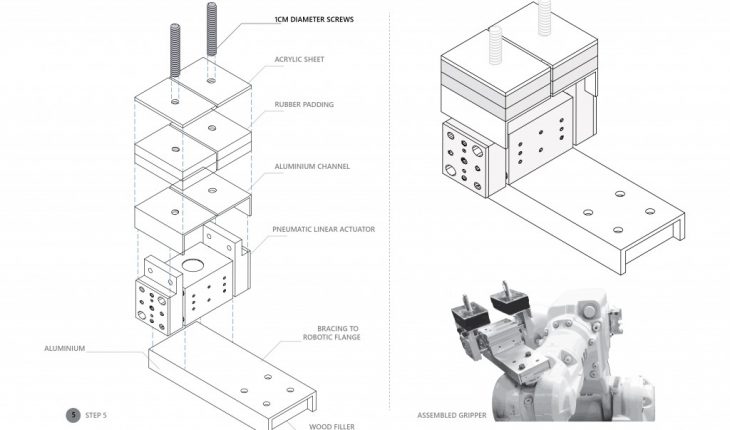
The envisioned process featured an industrial grade vacuum gripper which for the prototyping was simply not feasible. A physical gripper was required to be developed. A traditional actuated gripper that clamps onto the material from its external faces proved inefficient, as we were to cut a minimum of 2 – 4 sides per piece of material, it would require an additional place and pick step. Additionally, the nature of the material meant there was no guarantee that we would be able to physically pick the pieces for assembly if the sides were at irregular angles. For this reason, we developed an internal pneumatic linear actuated gripper that required holes in a single face of each member. This allowed up to 5 faces to be trimmed in the process, as well as increasing the number of producible variables for design input.
Gripper Development
With all the physical and technical limitations detected, it was possible to test the entire process from start to finish using the ABB IRB-140 and the new gripper. The analysis derived from the physical prototyping proved that the newly developed process had a great opportunity to grow in scale given the right equipment, time and resources. Along with the acoustic paneling, several design intentions could be included within the assembly to have different communicative properties and the inclusion of different base material opened up even more functional applications. Overall, the envisioned and prototyped process meets and surpasses the intended goal of adding value and function to a material the currently has next to zero.
MRAC Studio I | MRAC 2018-2019
MRAC Faculty: Alexandre Dubor – Raimund Krenmueller
Robotic Support: Kunaljit Singh Chadha – Armin Akbari
Students: Mohamed Owaze Ansari – Riccardo Mura – Hazal Yilmaz
