
TEMPORARY EMBEDDED SUPPORTS FOR CANTILEVERS AND VAULTS IN EARTHEN 3D PRINTING ARCHITECTURE
The research examines the potential of utilizing supports in the process of additive manufacturing (AM) with clay in order to obtain geometries such as vaults and cantilevers otherwise unobtainable.
HYPOTHESES
1. Can temporary supports be integrated in the process of additive manufacturing with clay for the construction of vaults, arches, and domes?
2. Can the printing strategy minimize the amount of required temporary supports?
3. Can those supports be removable and reusable?
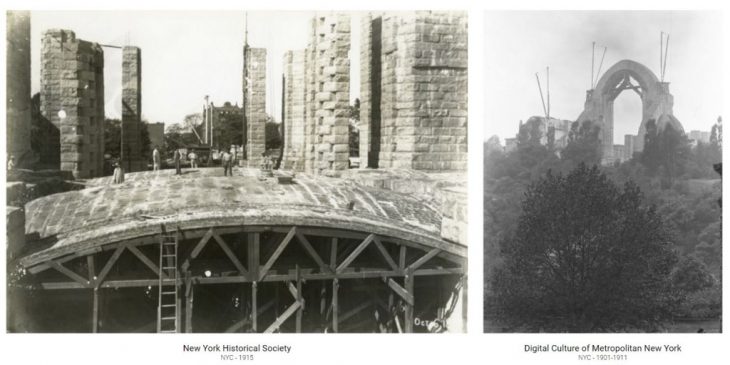
VERNACULAR REFERENCES
The construction of vaults and arches at high angles implies the necessary use of some type of falsework, a temporary structure put in place to hold the final structure until it is able to hold itself. Historically it has been built out of wood.
STATE OF THE ART
A variety of supports and formworks have been explored in the realm of 3D printing architecture. While most experiments have been conducted at a small scale and even few were used with clay as a deposition material, a lot of work remains to be done to understand the full potential of supports in 3d printing architecture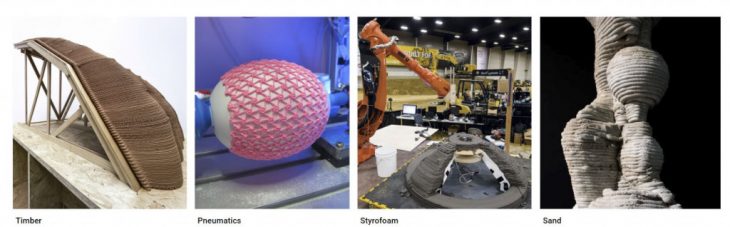
1:10 SCALE PROTOTYPING
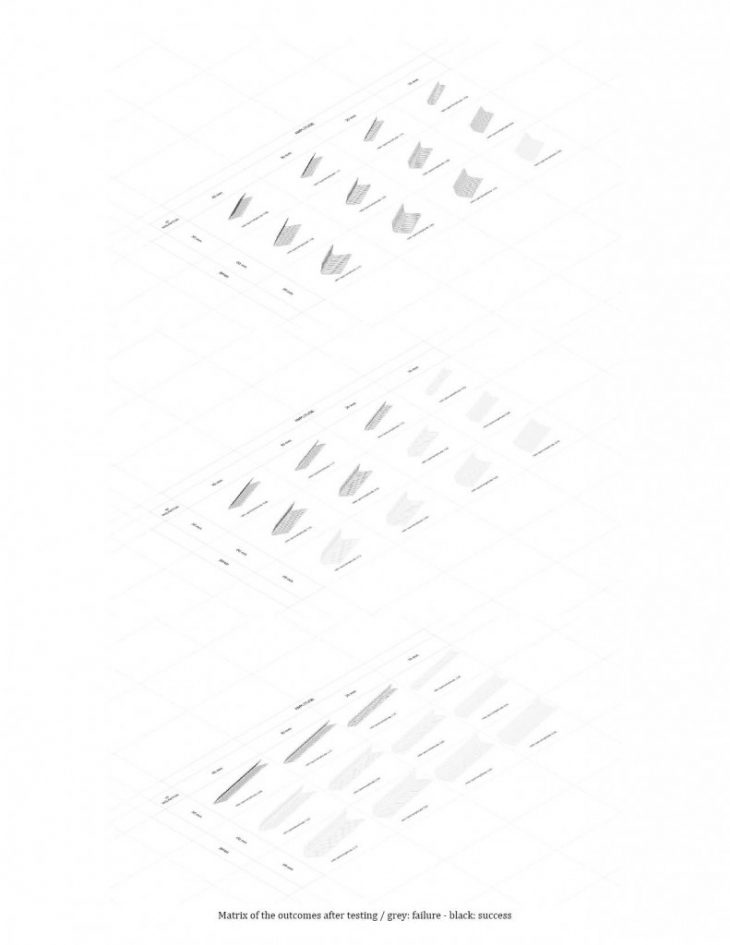
DEFINING THE BASIC PARAMETERS AND RATIOS
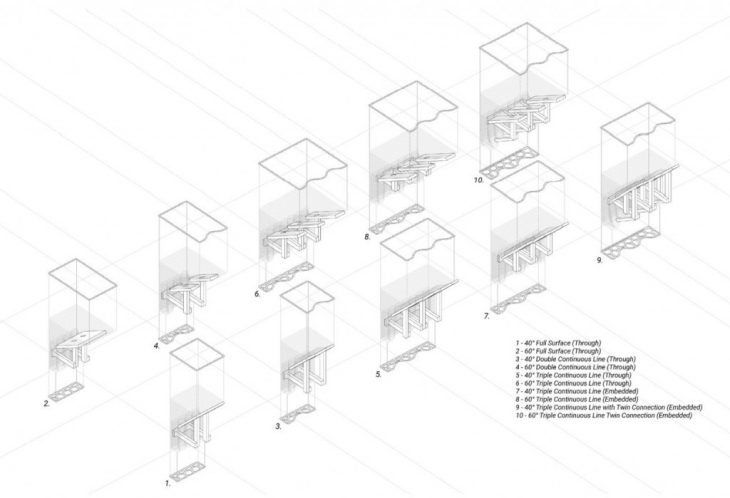
The first tests are based on changing one parameter of the cantilever at the time. Each printed surface is characterized by mostly three variables: an inclination, an amplitude (given the sinusoidal shape of the geometry), and the supports’ span. In order to speed up the process and gain a smoother tests time wise, a jig with a flexibility of three inclination angle has been fabricated (45°, 60° and 75°)1 . The tested spans and amplitudes respectively are 35, 60, 85 mm, and 10, 20, 30, 40 mm.
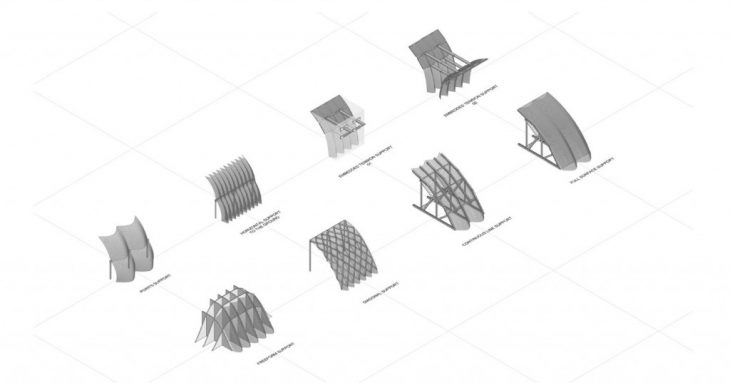
WOODEN SUPPORTS
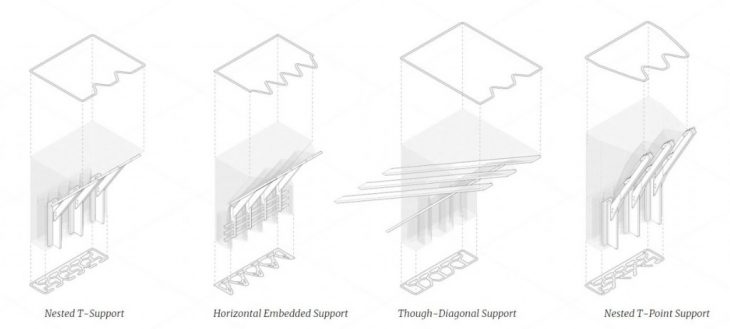
Parallelly the experiments dealing with spans and amplitudes, which are more related to the material behavior, the research has been carried out with an analysis focused on the possible types of wooden supports. Eight different typologies and geometries are studied using a similar approach as the one in the comparison of the state of the art solutions
CONSTRUCTION PROCESS
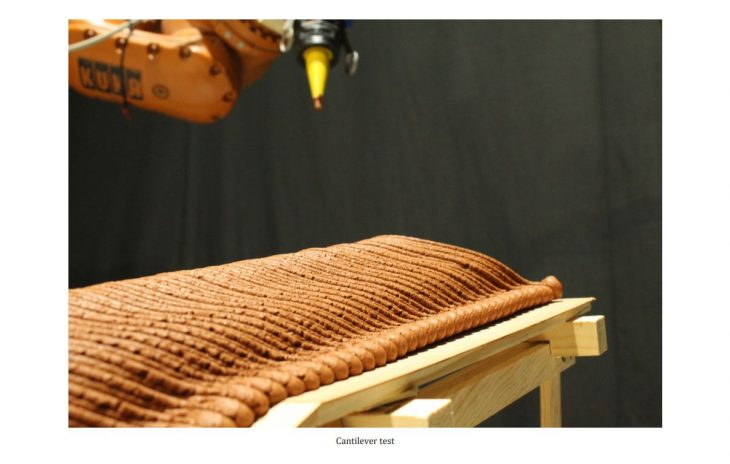
In the 3D printing process with clay at large scale, one of the main enemies is the buckling effect of the material after the print. Clay is a material which works very well in compression, but being in a wet state during the printing process makes it much more affectable than what actually is after the drying. In order to avoid any kind of significant deformations caused by buckling behaviors, the printing process is limited up to a certain amount of layers per day, depending on the type of geometry and toolpath. So, the use of an embedded support in the structure, might turn the already mentioned limitation into an advantage for the whole system and the construction sequence.
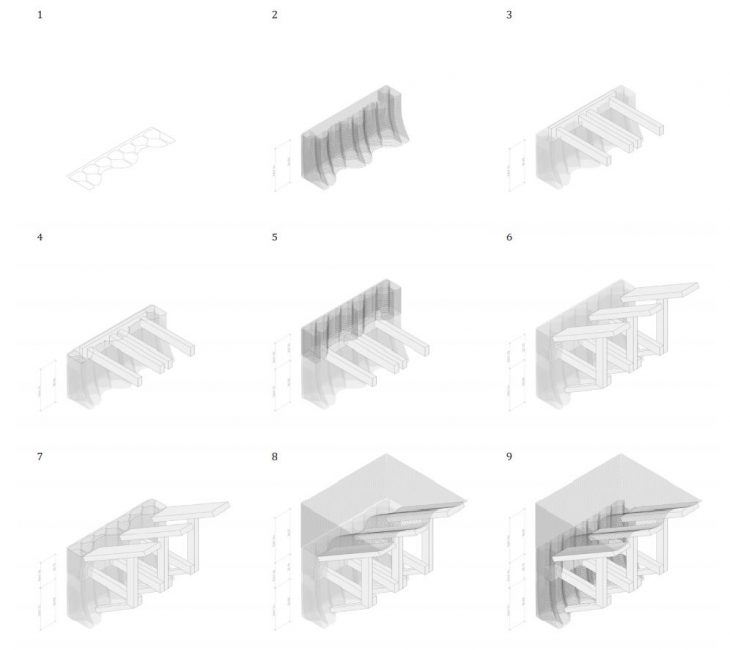
EMBEDDED WOODEN SUPPORTS
After extracting the data related to the geometry limitations and an accurate choice of the support typology to explore, the best way to really understand in depth the details of the chosen wooden geometry is to iterate multiple options.. By following this systematic procedure, it’s possible to learn from the tiny differences among every case, and consequently choose the best iteration matching with the purposes of the research.
1:5 SCALE PROTOTYPING
OPTIMIZED EMBEDDED WOODEN SUPPORTS
The research focuses strongly on the possibility of reusability of the support systems. Only doing so, the structural behaviours of the dry clay can be used as an advantage after the removal of the wooden structure. As it’s been mentioned during the evaluation of the support typologies, the embedded one cannot be easily reused following the previously studied methods of clay-wood connections. Or, in the case of a removal, there would be an opening left by the horizontal wooden components. Therefore, the actual challenge is on the integration of the wooden elements into the clay characterized by a removable and reusable option.
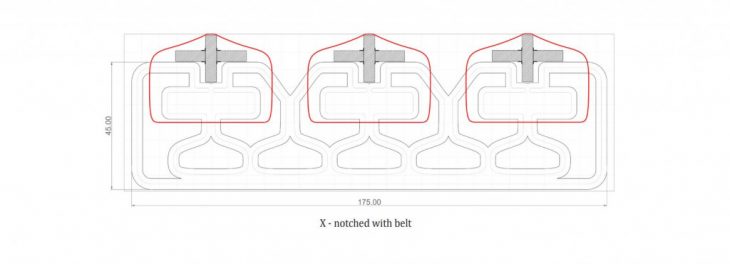
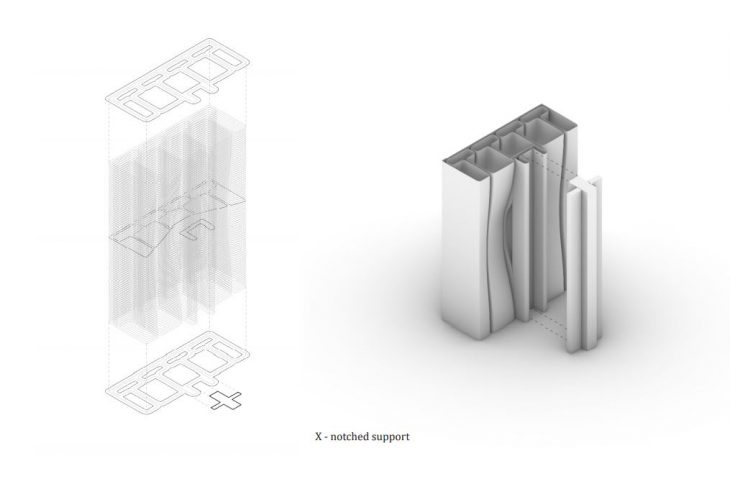
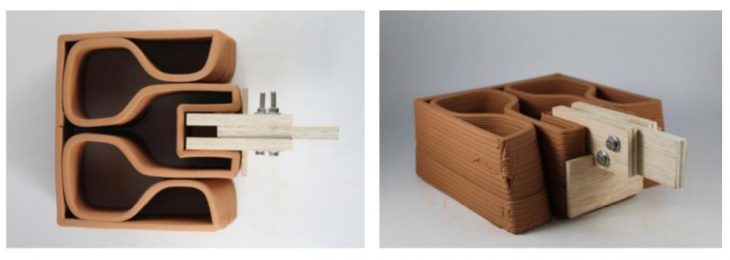
THE NOTCHED SUPPORTS
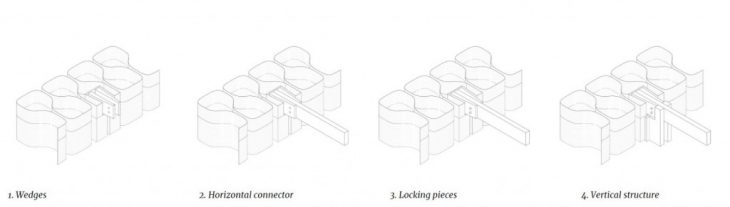
The chosen system has been called “X-notched”, because of its shape and the concept behind it. The first version didn’t provide any horizontal support for the wooden element to lie on. This aspect becomes key for a better structural performance in the second version. The X-notched support can also be enhanced with the use of belts, inserted through the designed space creating a sort of vertical column. In this way, the reinforcement doesn’t have to travel around the whole structure, but it can be minimized with the application only on the interested area.


A catalogue of various support iterations has been laid out, this time focusing only on the timber and its joinery. The main idea characterizing every option is the feasibility of wooden craftsmanship.

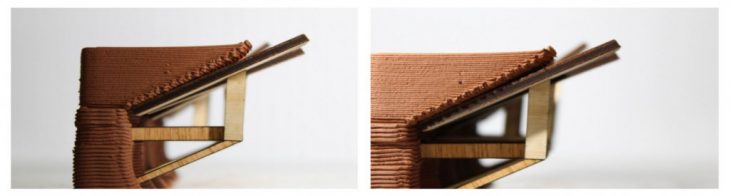
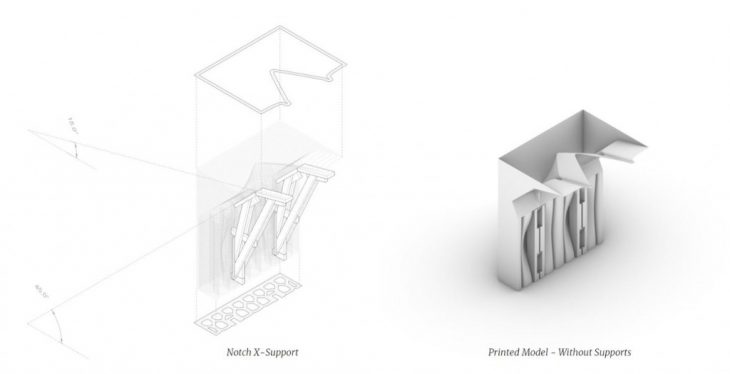
THE NOTCH AND THE WEDGE
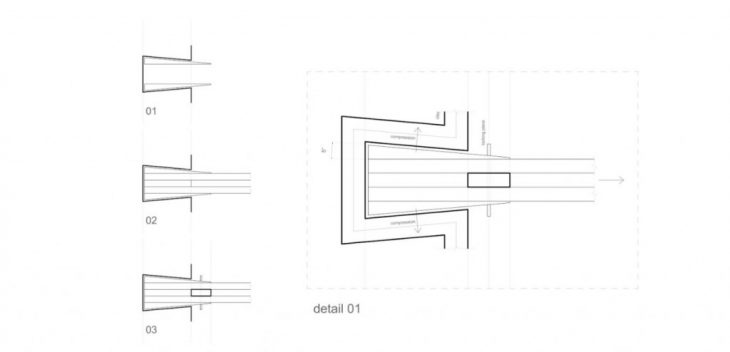
Regarding the aspect of the connection point between the two materials, the research went through two main solutions. The first comes from the main structural concepts of the whole support system, and in this case it’s applied to the single notch detail.
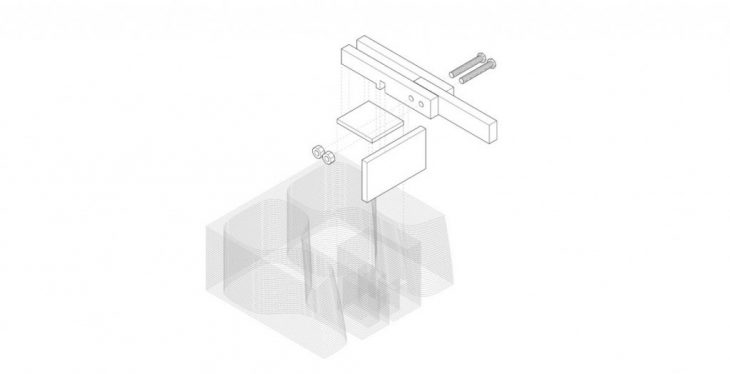
The second one is a wedge joint, which lets the load of the cantilevers be supported by the clay. The inclined forces are absorbed by the material and are addressed to a more horizontal direction. The structural weight pulls out the wedge, which is locked into the clay.

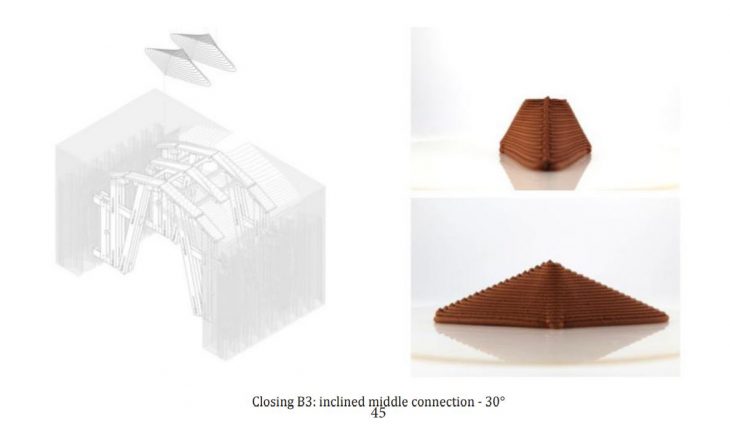
CLOSING STRATEGY
To take advantage of the structural properties of the clay, working mainly in compression, the next phase has been focused on the full arch. By using the sinusoidal shape for the cantilevers, a gap starts to appear when both sides meet. There have been mostly three explored options, with the use of cantilevers at 30° to avoid use of supports in that area, which it might be difficult to reach.
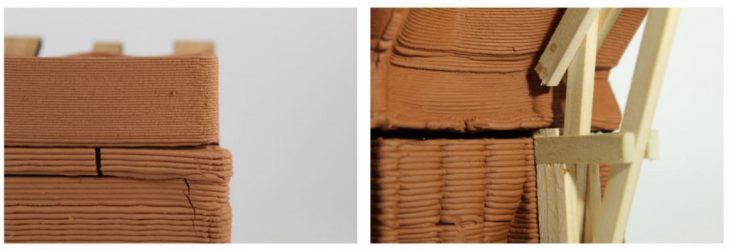
MATERIAL RETRACTION
The retraction of the material through time is an important factor to consider in the object’s and support’s designs. When the water in the printed wet mix starts to evaporate, the clay deforms and the cracks appear with it. These deformations are not only caused by the natural phenomenon of drying, but also by the position and geometry of the wooden structure. Since this issue is very frequent in any construction with printed clay, the research has taken it into account with photogrammetric analysis and point clouds comparisons.
The comparison has been run with digital analysis with the use of grasshopper and Volvox plug-in. From here, it is possible to extract data representing the displacements in the different moments throughout the 48 hours. Each data has been mapped out on a graph, in order to visualize the retraction’s behavior on a graph.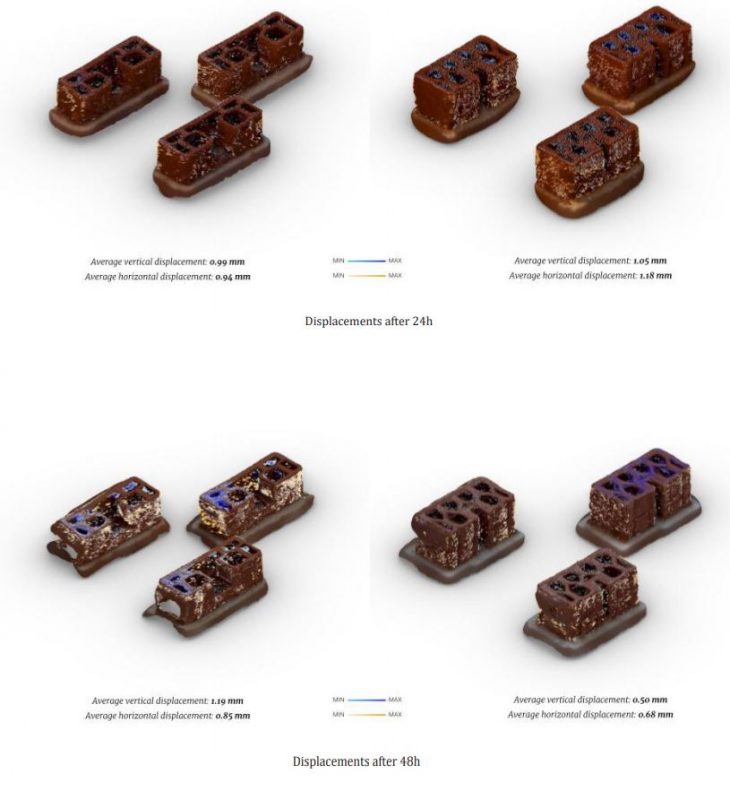
The final displacements coming out of the analysis can be separated between vertical and horizontal ones. The first on average take 8-10% of the full height, the seconds 4-5% of the full width. All of those data are referring to an approximated 11% of water in the wet mix used for the printing process.
1:3 SCALE FINAL PROTOTYPE
During the last phase of the research, the focus moves to the production of a large scale prototype at 1:3 (due to the logistical constraints of the robot). Both a full arch and a half arch have been studied to enrich the research, even though only one final prototype will be printed. Similar tests have been run as the ones at the small scale, starting from the cantilevers. By using the data extracted from the prototypes at smaller scales, it is possible to narrow down the number of tests before reaching a successful geometry and therefore speed up the printing process.
The choice of the geometry for the final prototype has been addressed then to the full arch option, since it doesn’t require any kind of permanent support and the final dry state works well in compression, as the material itself. In this way, the probability of collapse are minimized.
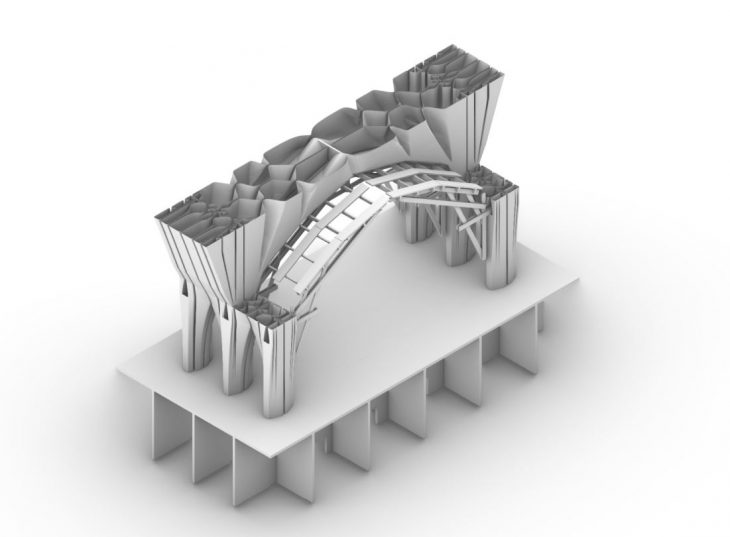
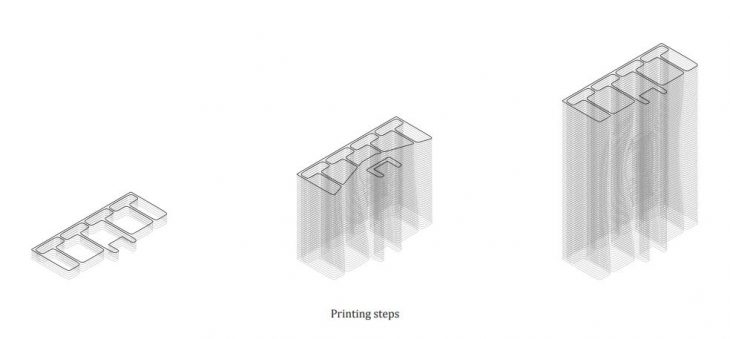
PRINTING AND CONSTRUCTION PHASES
The first part of the print has to be produced at least one week before the cantilevers, in order to go through a complete drying process. After that, it’s possible to insert the supports with the wedge system, which would hold the wooden structure before, during and after the last printing phase.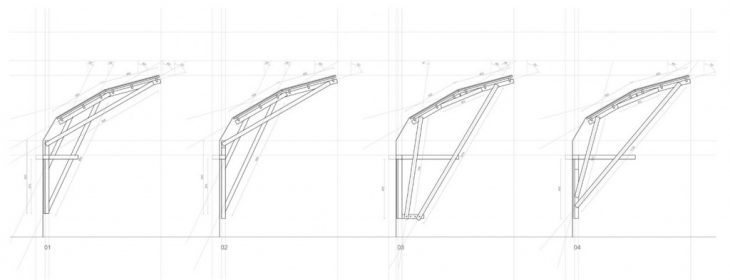
FINAL PROTOTYPE




TEMPORARY EMBEDDED SUPPORTS FOR CANTILEVERS AND VAULTS IN EARTHEN 3D PRINTING ARCHITECTURE is a project of IaaC, Institute for Advanced Architecture of Catalonia developed at Open Thesis Fabrication in 2020/2021 by Students: Bruno Ganem Coutinho, Francesco Polvi and Zackary Bryson. Faculty: Edouard Cabay, Alexander Dubor, Kunaljit Chadha, Ashkan Foroughi Dehnavi