REINFORCED CLAY PRINTING
ABSTRACT
The hardware project was structured to help in the design and development of tools that can be mounted on the ABB robot to assist in construction techniques and strategies. These tools have to be developed using digital fabrication techniques, sensors and actuators.
INTENT
This project is an attempt to encapsulate reinforced Polylactic acid (PLA) filaments by a cementitious material like clay to test the tools and conditions necessary for simultaneous reinforced concrete printing.
Disclaimer: The project was attempted despite full knowledge and awareness of the fact that PLA and pure clay do not bond with each other. This was more of an attempt to develop the technique and expertise to further develop a parallel strategy to print reinforced filaments in concrete.
To attempt this experiment, two tools were developed:
1. A pneumatic clay extruder
2. An FDM extruder
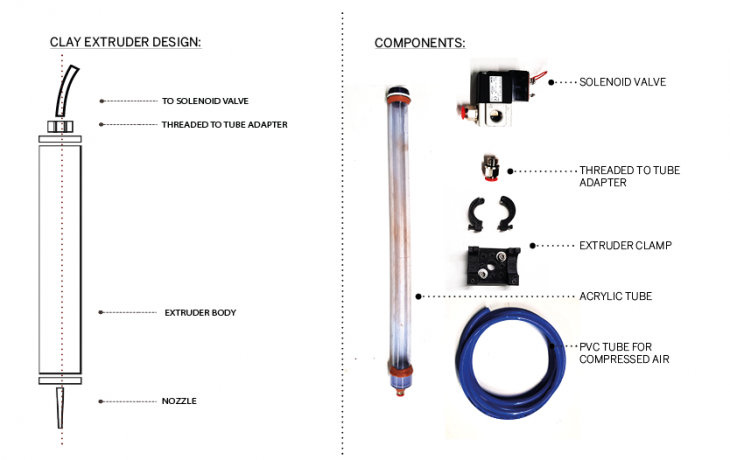
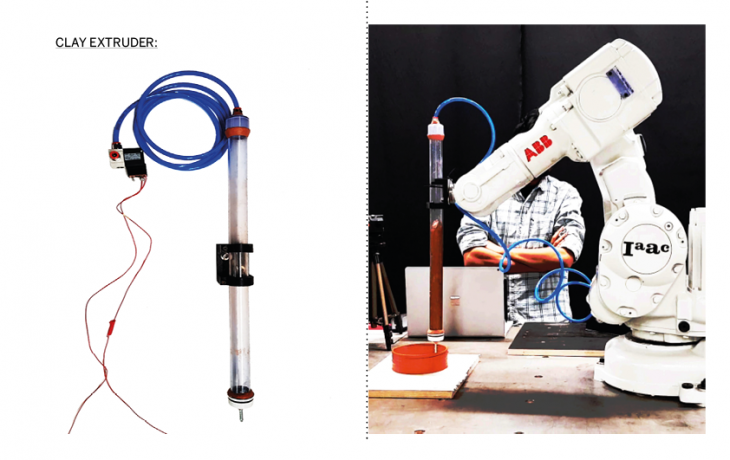
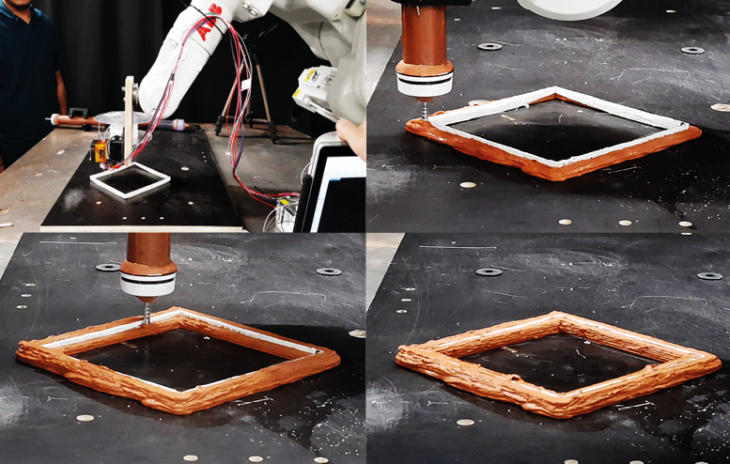
PART 1: CLAY EXTRUDER
The design of the clay extruder comprised of an acrylic tube as the main body that holds the clay with a nozzle on one end and a threaded to tube adapter on the other. The adapter connects a PVC tube to a compressor that supplies pressurized air to the tube, forcing the material out of the nozzle. A solenoid valve is also attached to the adapter to allow switch the air passing through to the extruder. The solenoid valve is connected to a 24Volts power supply that can either be drawn from the ABB Robot or with an external power supply
COMPONENTS:
1. Acrylic Tube
2. Nozzle
3. Threaded to tube Adapter
4. Solenoid Valve
5. 24Volts Power Supply
6. Clamp for the extruder onto the Robot
PART 2: FDM EXTRUDER
An off-the shelf FDM extruder was sourced from a hardware store. The extruder comprised of
1. Nema – 17 stepper motor 400 mN/m2 1.8 degrees, 1.5A
2. Cartridge Heater 12V, 40W
3. Thermistor 100K NTC
4. Cooling Fan 5V
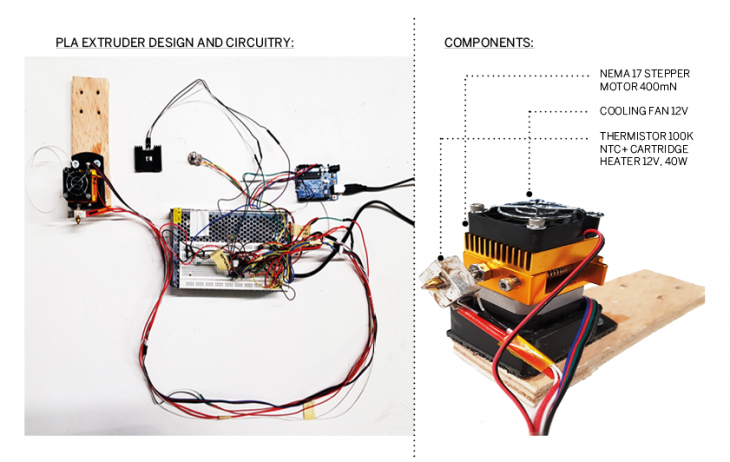
The first iteration of the circuit had the stepper motor and the cartridge heater powered by a 12 Volt external supply and controlled using an Arduino Uno. The thermistor is used to monitor the temperature data of the heater.
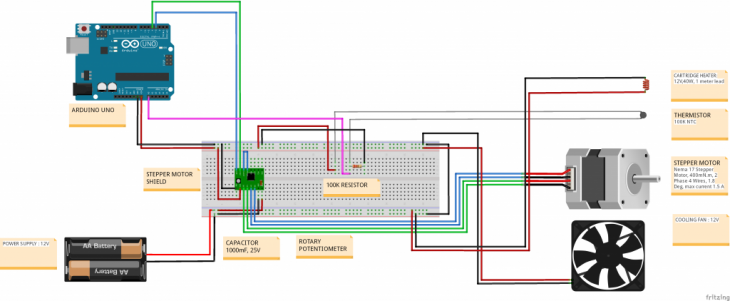
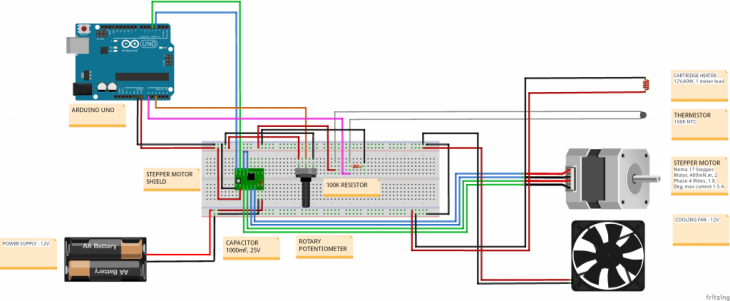
This iteration did not allow us to regulate the speed of the stepper motor which would have helped to increase the speed of the printing. Thus a rotary potentiometer was added to allow us to regulate the speed.
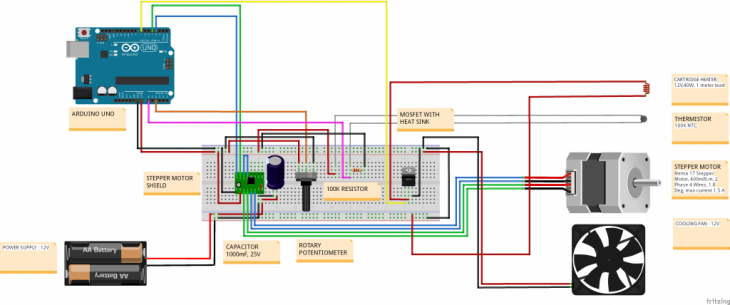
The cartridge heater was capable of reaching temperatures upto 270 degrees Celsius. This burnt the filament but also affected the quality of the printing. To counter this issue, a Mosfet with a heat sink was added to maintain the temperature around 210 degrees Celsius.
This circuit resulted in the generation of a lot of electrical noise that interfered with the reading from the thermistor. a 25V, 1000 micro-farad capacitor was introduced to minimize this noise and get a clear reading.
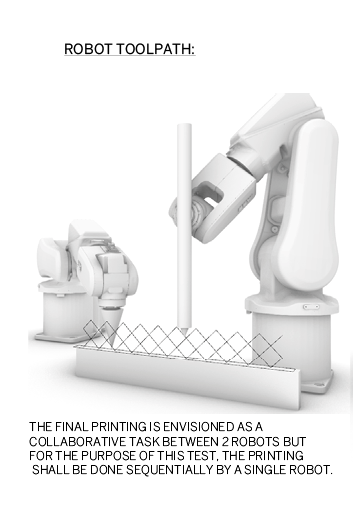
ROBOT TOOL PATH
The printing strategy involved using 2 robots working collaboratively. The first robot would print the PLA filament reinforcement while the second would deposit the clay over the printed PLA.
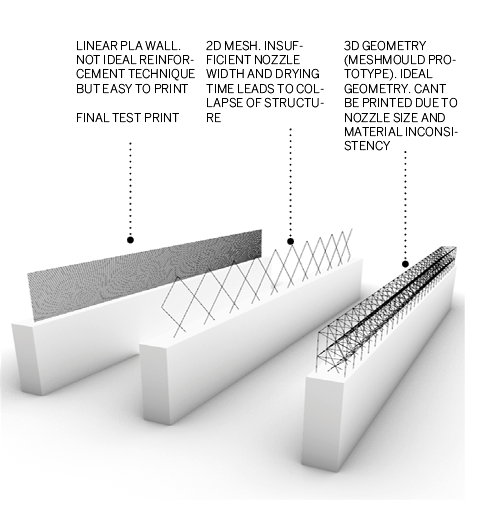
REINFORCEMENT GEOMETRY:
One of the earlier researches into printing reinforcement published in 2014 by ETH Zurich dealt with printing a thermoplastic mesh reinforcement that serves as formwork and reinforcement for concrete.
Our attempt to recreate the 3 dimensional mesh developed by Mesh-Mould was deterred by the small nozzle size and calibration issues surrounding anti-gravity printing path of the PLA extrusion.
The second strategy involved trying to print a 2D mesh which also failed due to poor structural capability of the PLA and the inconsistency of the extrusion.
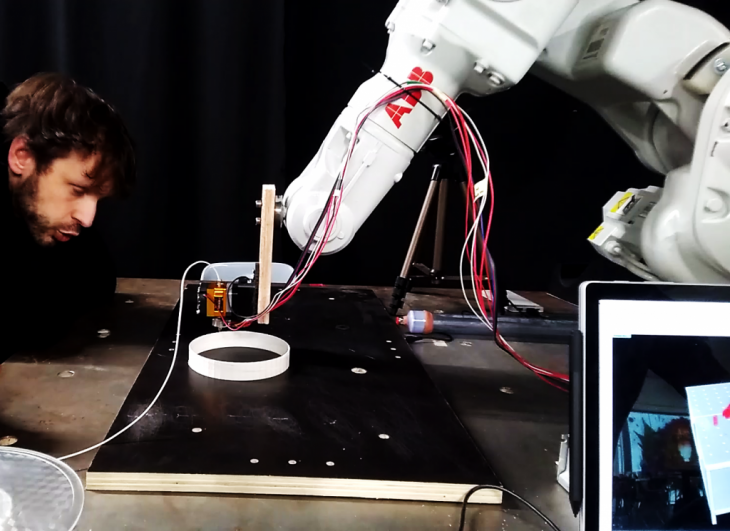
The final test attempt resulted in a linear print of PLA sandwiched between 2 layers of clay. Due to logistical reasons of setting up 2 robots, it was printed sequentially by a single robot.
OBSERVATIONS, CHALLENGES AND FUTURE STEPS:
CIRCUIT DESIGN:
The circuit design produces a lot of heat resulting in melting of breadboard and subsequent shorting of the circuit.
The circuit produces a lot of electrical noise resulting in variable reading of the thermistor.
Possible Solution: Encode the formula to give average values of readings over time.
FDM EXTRUDER DESIGN:
The extruder needed to be re-calibrated before every print due to inconsistent extrusion of the PLA filament.
Moreover the small size of the nozzle also resulted in the extrusion of weaker / non structural filaments.
Possible Solution: A lager nozzle should minimize the need for re-calibration due to greater flow of material.
MATERIAL:
Ideal clay water mix ratio needs to be tested to prevent structural collapse due to self load. Clay shrinks while drying resulting in cracking.
Possible solution: Possible addition to admixtures like rice-husk can reduce shrinkage of clay and reduce cracking.
GEOMETRY:
The strategy to print a linear PLA reinforcement resulted in the separation and cracking of the clay. The shrinkage of the clay and the recovery of the PLA resulted in the clay completely detaching itself from the PLA
Possible Solution: Testing mesh geometry for reinforcement for PLA
CONCLUSIONS:
While the experiment deviated from the initial objective it did manage to establish that total encapsulation of reinforcement is possible with simultaneous material printing by keeping the layer height lesser than the nozzle diameter. This results in the material being pushed laterally in both directions and encapsulating the reinforcement in this process. The above effect can also be achieved by using an angled nozzle.
Reinforced Clay Printing is a project of IaaC, Institute for Advanced Architecture of Catalonia developed at Master in Robotics and Advanced Construction (M.R.A.C.) in 2018 by,
Students: Apoorv Vaish, Subhash Prajapat, Sujay Kumarji
Faculty: Angel Munoz