Introduction
The course for introduction to the digital fabrication was floated in order to understand the relation between the machines and the computer data, how the algorithms used to create the forms in computer can be generated using specific fabrication techniques. The main focus of the course was oriented on the recursive geometry, starting with the base geometry which can be aggregated in all directions. Main techniques we are working on are Laser cutting, 3d printing & CNC Milling.
Laser cutting- Waffle Multiverse
The main criteria in this topic was the use of laser cutting machine and different techniques that can be used with this fabrication approach. We decided to use waffling as our main approach, in which the most important criteria that we were supposed to tackle was the tolerance of interlocking in between material plates in order to achieve a rigid structure which is strong enough to stay in the position.

Material: Poplar Plywood
Technique: Laser cutting
Joint type: Secctioning (waffle)
Machine: Epilog 50-75w
Working Parameters:
Speed: 10
Power: 95
Frequency: 250
Cutting Time: 42 min 38 secWe tried different small interlocking modules to figure out the optimal distance between 2 units and ultimately in the end we
kept the interlocking gap 3.85mm in reference to the thickness of our material which was 4mm.

Process:

Aggregation:
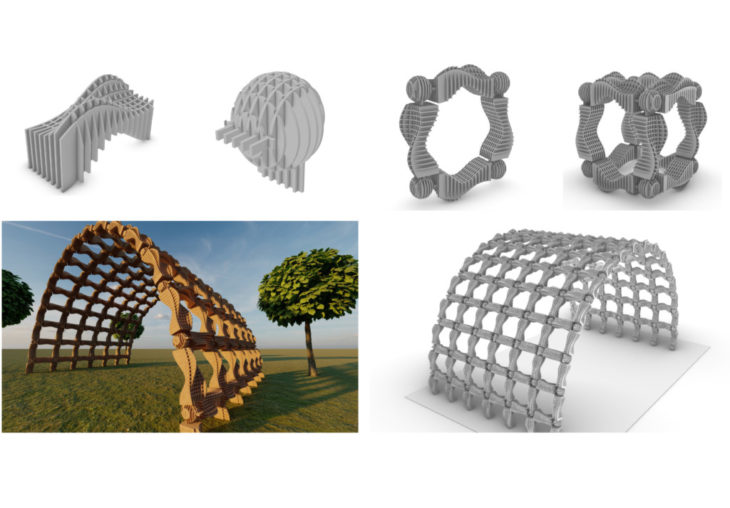
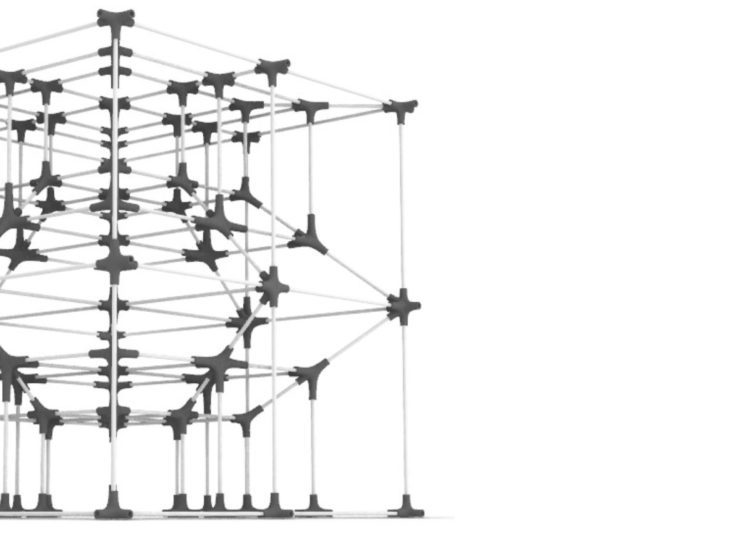
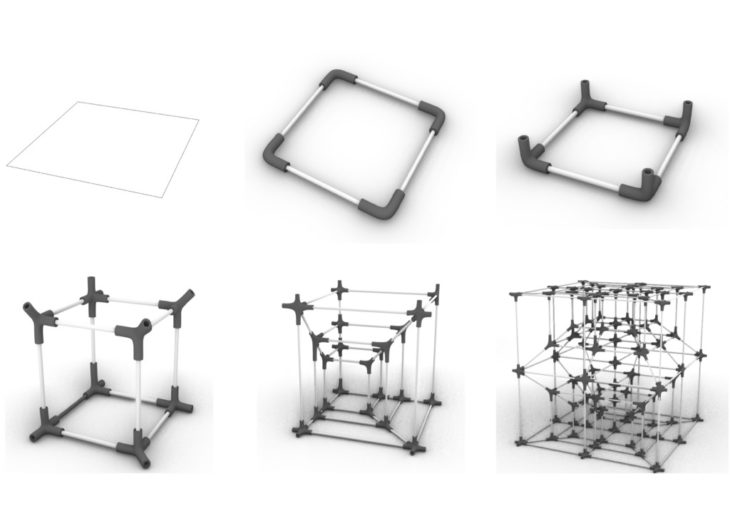
3D Printing – Endless Cube
The approach of this technique was quite different, as we were supposed to create a recursive geometry with a nodal joinery system. Here, we worked with 2 mm thick metal wire used to create a recursive geometry with the help of this nodes. The major aspect to focus on this machine was how to optimize the model in the software itself to reduce the time and material usage, with the appropriate tolerance in the nodes.
Working parameters:
Total number of nodes: 22
Total print time: 3 hours 38 minutes
Total material quantity: 21 grams
Material type: Z-ABC
Machine specifications: Zortax 200 plus
Layer thickness:0.19 mm
Support type, angles and specifications: Editable;only
from raft; 19
Infill type, percentage, & pattern: 20%,
Print Quality: normal
Seam: normal
Mesh errors and fixes: none
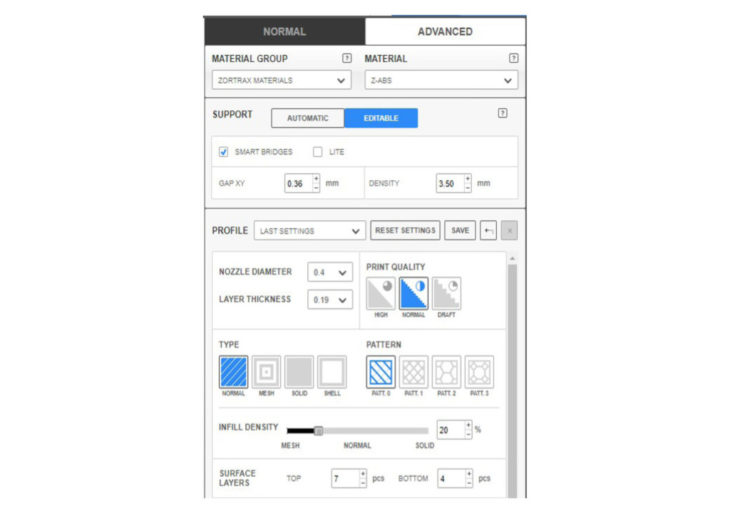
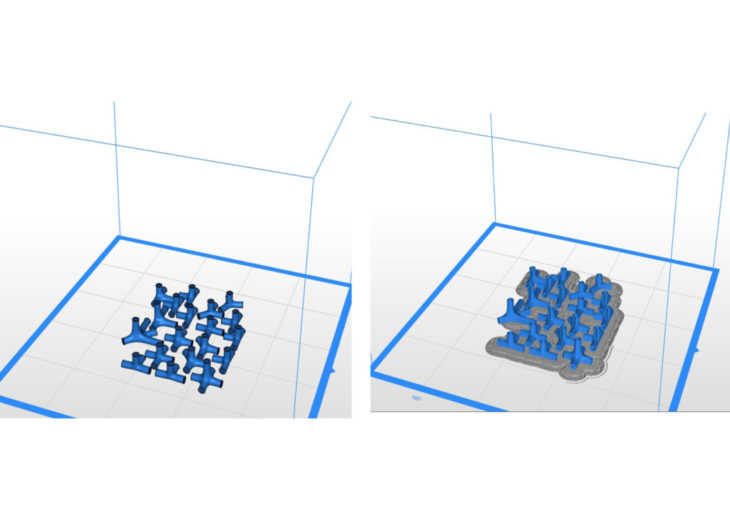
Important point to take into consideration while using z- suite.
• Optimize the geometry in order to reduce the printing time.
• Import the optimized geometry, it should always be on 0 of Z axis.
• Orient the geometry in order to reduce the supports
• Simulate the supports and change the settings to the most accurate output. Add or remove supports if needed
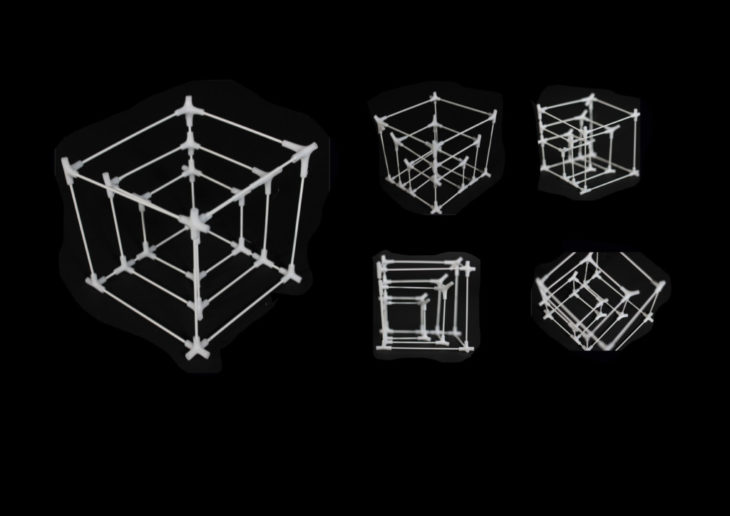
Concept:
The idea was to work with a basic shape. Starting with a square, converting it into a cube connected by nodes. To
create the recursiveness in the geometry, we tried to elaborate a sense of infinity. Having as an outcome an¨ endless
cube¨
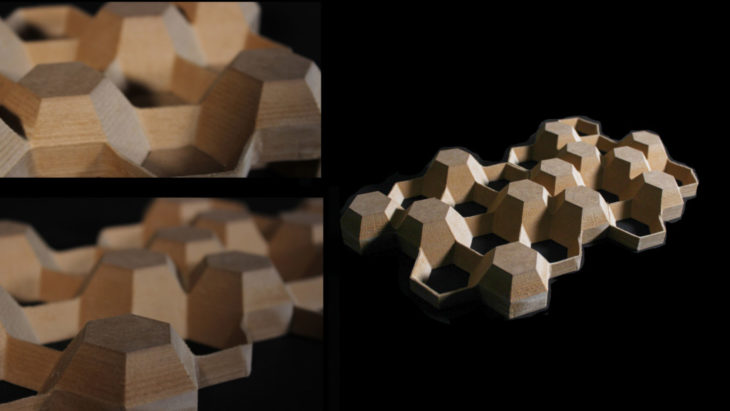
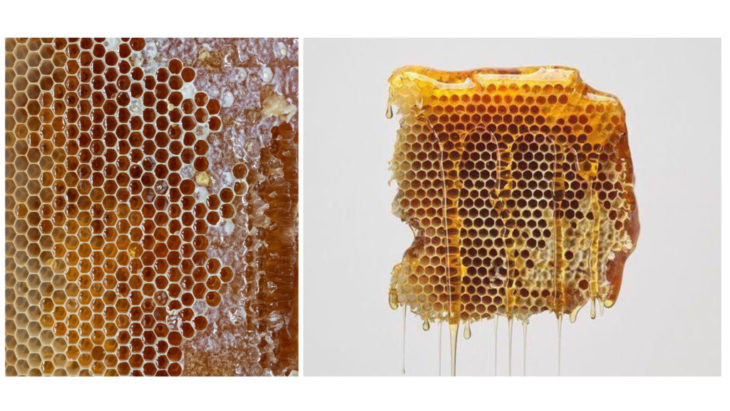
CNC Milling – Hexagon structure
The aggregation of recursive geometry in CNC milling was one of toughest approach, as we had liberty to work multidirectional. We took hexagon as our base geometry to create 2 modules that interlock with each other as a positive – negative geometry which can aggregate in all the direction based on their interlocking pattern. The main challenge in this technique was the use of different types of mill bids and what output does that specific mill bid provide
RhinoCam parameters:
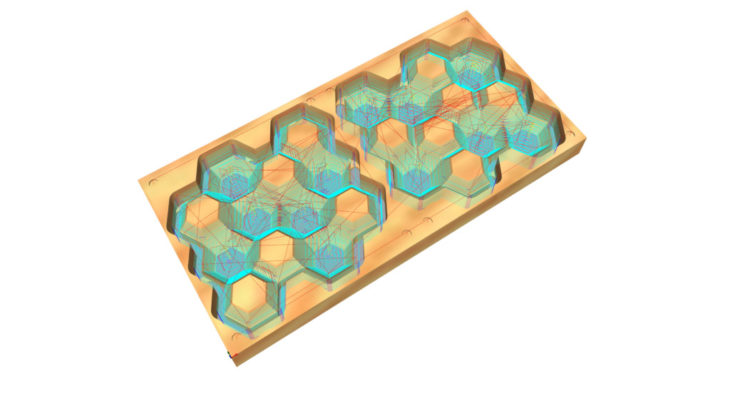
Material: MDF
Machine: T-Rex (P59)
Porst Processor: CNC_Step_BCN
Workpiece volume: 200x200x30mm
CNC Stratagies (3-Axis)
Horisontal Roughing
Flat Mill
Flute: 1
Diameter: 10mm
Spindle Speed: 12000
Cut Direction: Upcut
Stepdown Control (dZ):50%
Stepover Distance:40%
Total mill time: 21.04 minutes
CNC Stratagies (3-Axis)
Horisontal Finishing
Ball Mill
Flute: 1
Diameter: 6mm
Spindle Speed: 12000
Cut Direction: Upcut
Stepdown Control (dZ):10%
Stepover Distance:25%
Total mill time: 32.70 Minutes
CNC Stratagies (2-Axis)
2 ½ Axis Profiling
Flat Mill
Flute: 1
Diameter: 10mm
Spindle Speed: 12000
Cut Direction: Upcut
Total mill time: 9.03 Minutes
Concept honeycomb:
Modeling process:

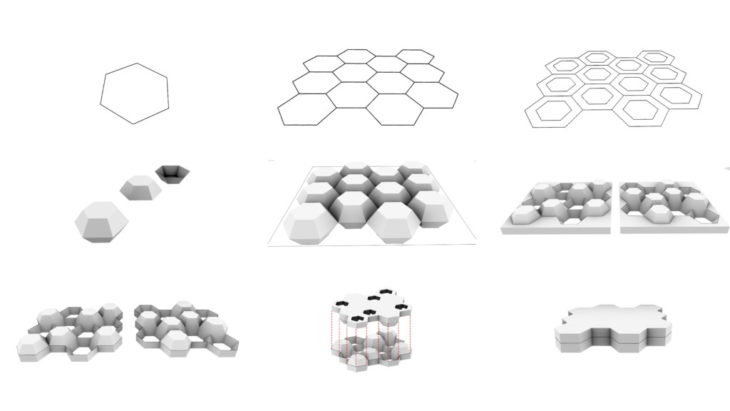
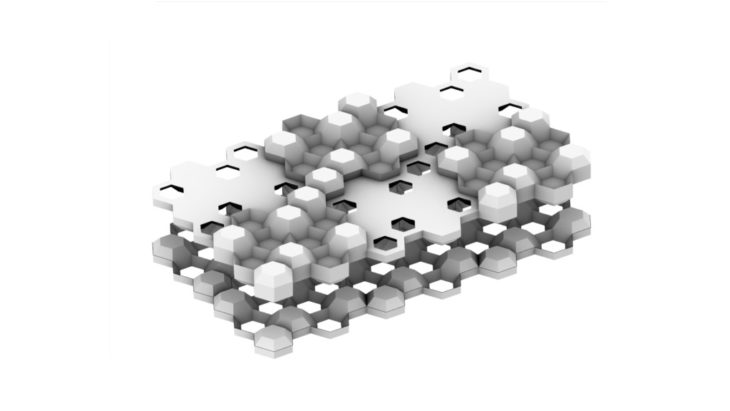
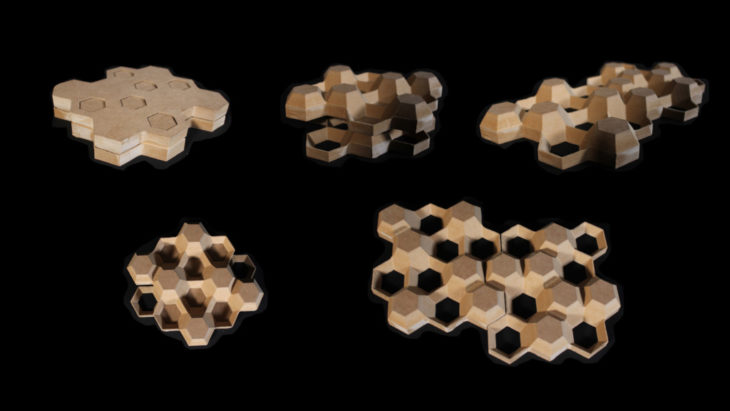
Aggregation:
Final model:
Introduction to Digital Fabrication – Recursive Geometries
Students: Divya Shah, María Fernanda Rodríguez Orviz, Angelina Ovsyannikova, Sabina Javanli
Faculty: Ricardo Mayor, Lana Awad, Shyam Francesco Zonca