Formwax
Additive manufacturing technology has evolved over the past decade and it keeps evolving. Yet, the construction industry cannot take full advantage of additive manufacturing. Only simple geometries can be printed due to support limitations. Formwax offers a reusable wax mixture that acts as a support. With the help of a mixture of wax and cellulose, a dynamic fabrication protocol is created, helping designers to overcome current fabrication limitations. It creates new opportunities to fabricate more complex shapes.
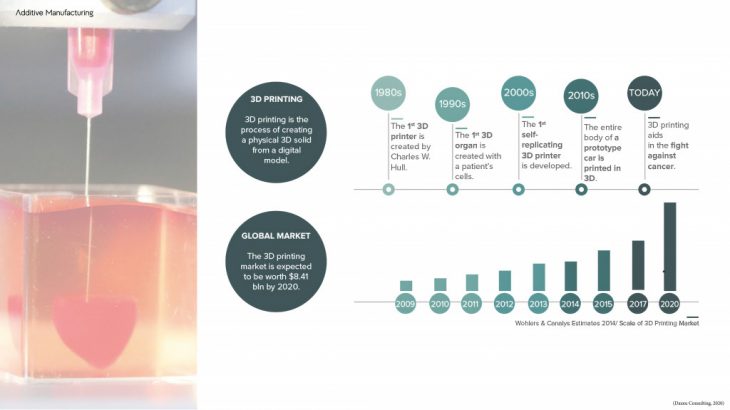
For the past few decades, we started to see an increase in the application of additive manufacturing technology. With this increase, different industries started to embed this technology into their systems. These industries include medical, aircraft, education, mechanical engineering, and many more.

As architects, I was interested in the construction industry. After doing some research I have found that current designs are very similar to each other. Displayed here are projects from all over the world. They are the pioneers of 3d printing on a large scale for construction. But as you can see, they are very limited in terms of geometry. They have more freedom in the vertical axis when compared to horizontal.
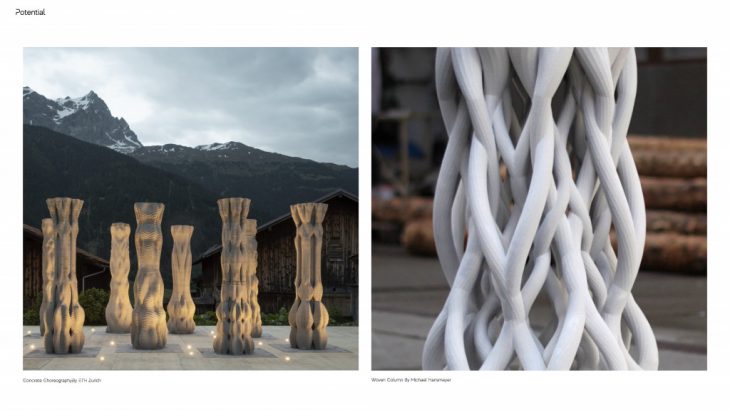
Here you can see the full potential of 3d printing technology. This technology is capable of printing more complex shapes than what we currently see in the construction industry. You can see on the right a design by Michael HansMeyer which shows the full potential of this technology. Whereas on the left we can see what is achievable with current techniques.

The reason for this problem is supports. Without using support(Formwork)it is almost impossible to 3d print a complex shape.

Furthermore, the traditional formworks used in the construction industry have many limitations and disadvantages. They cannot be reused more than 15 times. They are one of the major reasons behind deforestation. They provide very limited geometries and it is slow and expensive.

So the question is:
Can we 3d pri?nt complex shapes i?n large scale and take advantage of addi?ti?ve manufacturi?ng i?n the constructi?on i?ndustry?
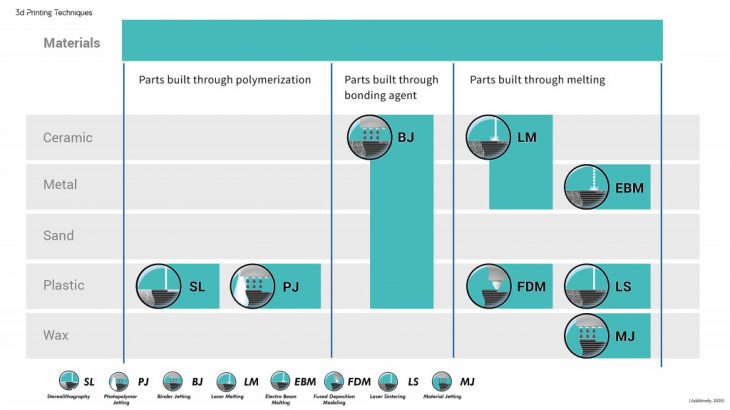
To answer this question, detailed research was made on the current 3D printing techniques. Due to issues related to materiality and scalability, it was decided to go with fused deposition modeling. In FDM, an object is built by selectively depositing melted material in a pre-determined path layer-by-layer.
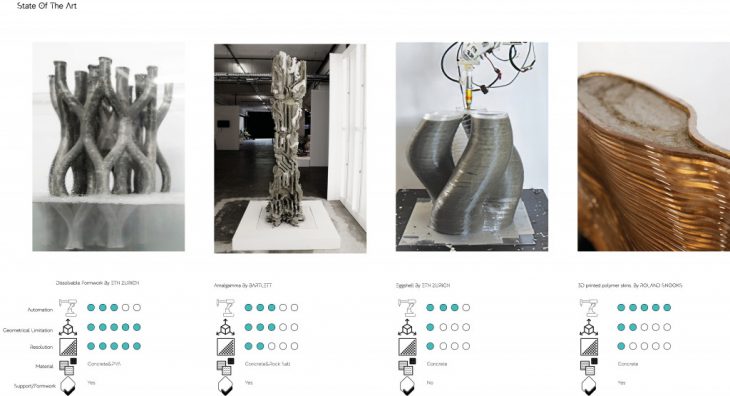
These are 4 state of the art projects that are very interesting. There are two projects from ETH. The first uses PVA filament to 3d print the formwork. THE other called Eggshell uses recyclable filament to cast concrete in it. The project from bartlett is using rock salt as a formwork to create this concrete column. The last one is a project from Roland Snooks where he 3d prints a polymer skin which he uses as formwork for concrete.
We can see that researchers from all around the world are trying to tackle the same problem. So how can I find a better solution to this problem?
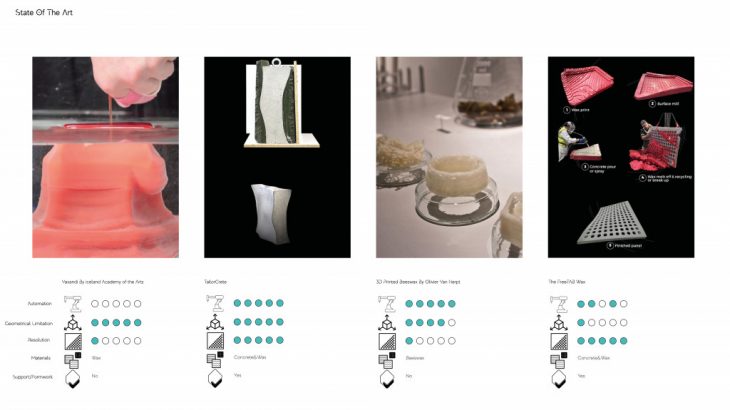
After deciding to investigate into wax as a formwork I researched what was currently being explored with wax. There was not much information available, but there were 2 really important projects. One of them is tailor create where they mill the wax block and cast concrete in it. The second one was the Freefab where they 3d print wax mill it and then spray concrete to it.
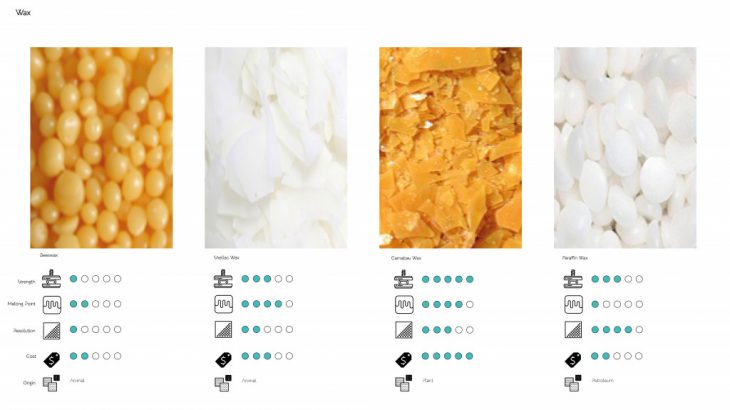
Then I decided on which waxes to use in my experiments I categorize them according to strength, melting point, resolution, cost, and origin. And after analyzing these parameters I decided to go with paraffin wax due to its low cost and ease of usability. Even though the origin of paraffin wax is petroleum it as not important because it is reusable as much as we want.
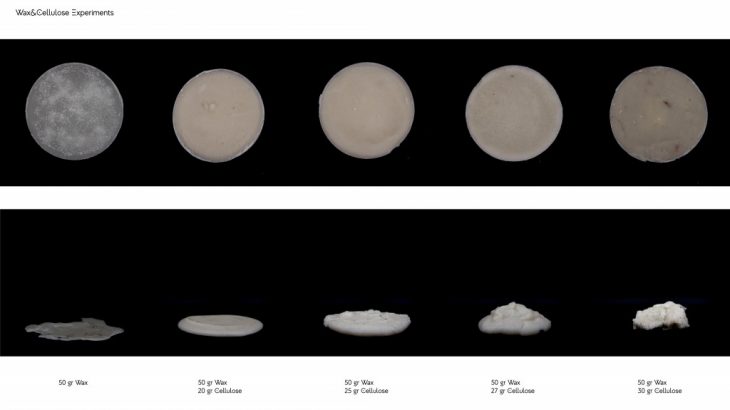
After experiments with paraffin wax, it was clear that the very low viscosity would make it difficult to achieve a successful print. Therefore, cellulose was added to create a more viscous mixture. The best ratio is 50 gr wax to 27 gr of cellulose which allowed to achieve some good layering. But the problem was that cellulose was creating a heterogeneous mixture where after 2 mins the mixture was getting separated.
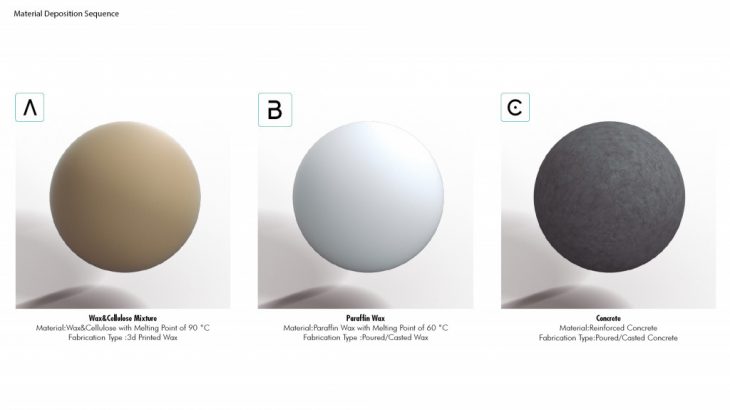
After the research and experiments that have been, Th fabrication process started to appear.And this process contains 3 materials first one is the mixture of wax and cellulose. The second one is the pure paraffin which has a lower melting temperature than cellulose & wax mixture.which will help us to collect our material separately after the concrete is cured. And the last one is the reinforced concrete.
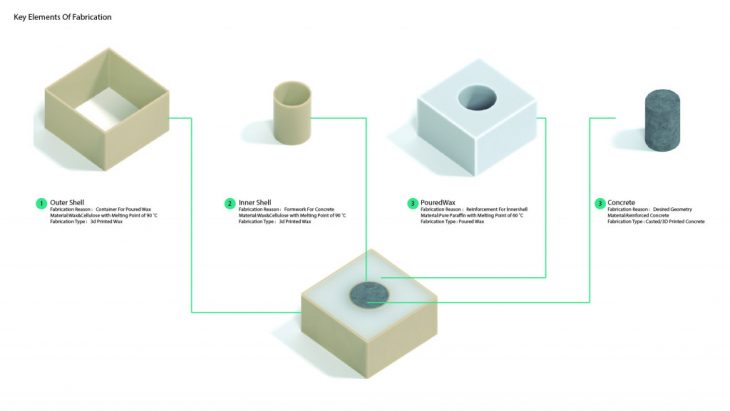
These are the key elements of the fabrication process. This is a simplified diagram in order to show my process. An outer shell is 3d printed which is a container for paraffin wax. The inner shell is 3d printed with as well it is used as formwork for concrete. The poured wax is the paraffin wax that we pour to reinforce the inner shell to prevent cracking during the concrete casting process and the last one is the concrete that we pour inside the formwork.

After the material experiments and the research on wax. ?t was time to design the extruder. There were 3 parameters that were considered while designing the extruder. The first one is the heat control which is crucial while printing wax. The second one is the mixing system due to a heterogeneous mixture of wax and cellulose. The last one is the extrusion system.
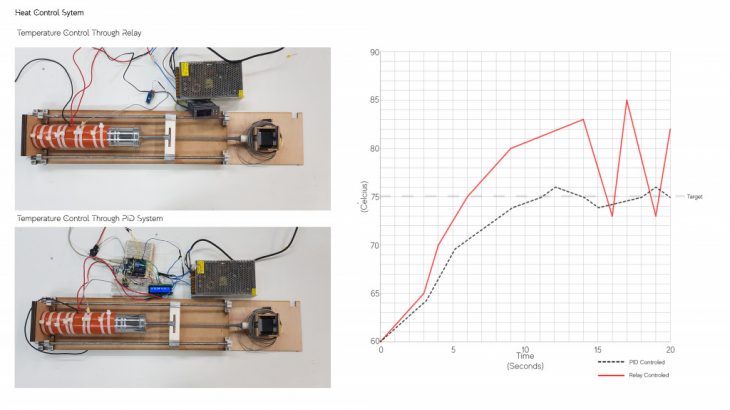
To have full control over the heating system a PID system with solid-state relay was used which gives more control over the temperature compared to regular relay. So it was obvious to use the system with a solid-state relay.
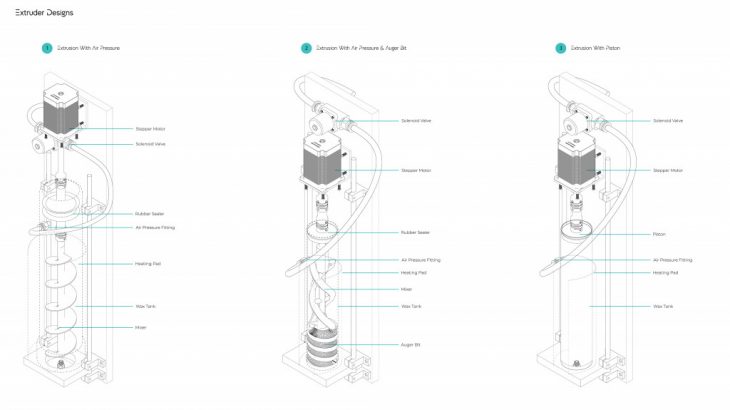
Various extruder designs were made. In the first one, the extrusion is controlled with air pressure. But the change in air pressure was affecting the flow rate more than I imagined and it didn’t work as planned. The second one was where an auger bit and air pressure were used but the mixture was sticking to auger bit and blocking the flow. The last one was where a piston is used to push the mixture. This was the most promising one.
</p>
The exploded axonometric shows the important parts of the extruder. The problematic part was to solve the mixing while pushing the block. Linear ball bearing was used to move freely while dc motors are rotating the metal rods that are located at the bottom of the mixture container. I used the same ball bearings in the piston to achieve free movement while rotating the metal rods.
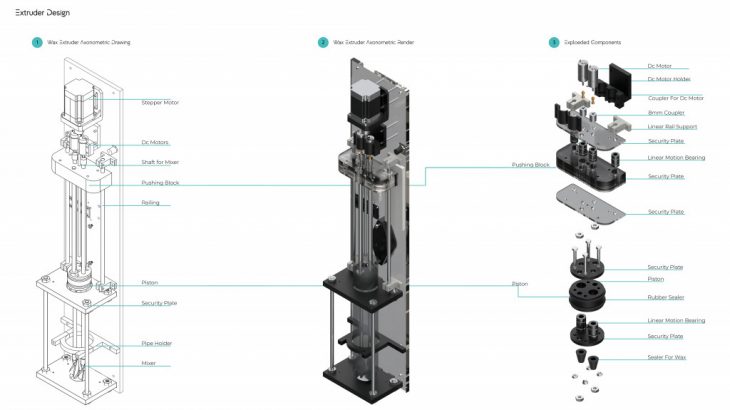
These exploded axonometric demonstrated the crucial parts. Where I explained in the previous slide.

This is the dual extrusion system where we can 3d print wax and concrete.

Since we have full control of the material deposition. We can use this system to cast by increasing the flow rate. So now with this system, we can have 4 fabrication types, casting and 3d printing both wax and concrete.
This is one of the case studies that has been made in the second term.
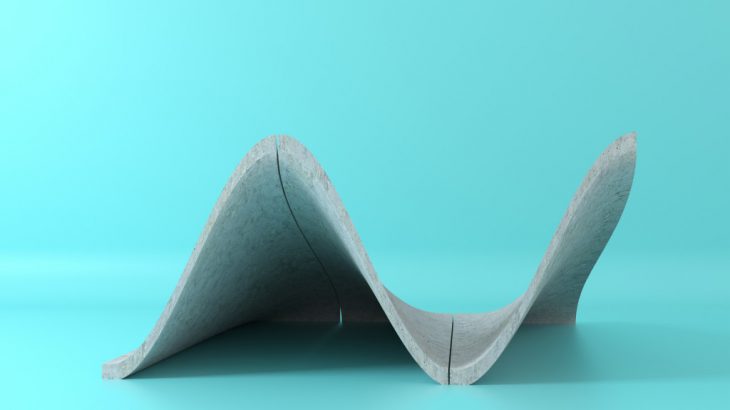
Double curved surfaces are commonly used, but difficult to fabricate.
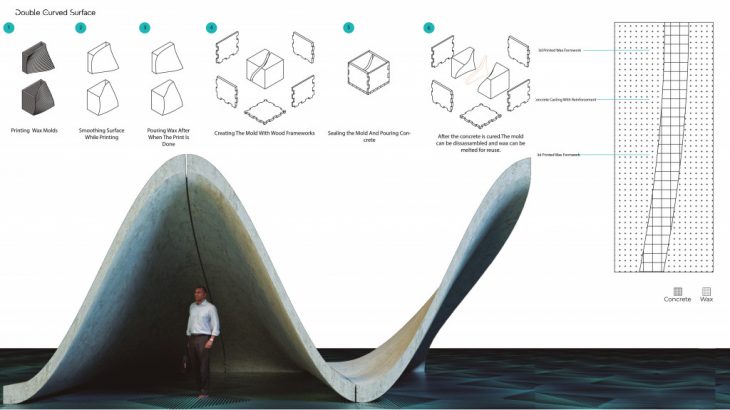
The idea was to divide the design into several pieces and 3d print molds using wax and cellulose. After the molds are printed another wax with a lower melting temperature is poured into the shell to reinforce it. Then they are secured with timber plates and the concrete is poured.

For the next step, the limits for this fabrication process was pushed to its limits. and I made an agent-based design geometry.

To fabricate this complex shape there are 4 parts.
First, the outer shell which is 3d printed with the wax and cellulose mixture.
Second, is the inner shell which is the formwork for concrete.
Third, is the poured paraffin wax to reinforce the inner shell to prevent cracking under the pressure of concrete. It is poured between the outer shell and inner shell formworks.
The last one is the concrete that we pour into the inner shell formwork.
I tried to optimize the fabrication protocol in order to gain some time.
</p>
Some casting simulations were made in order to understand the limitations behind the casting process The simulation tested different pipe diameters and the smoothness of the angle, to understand their impacts on casting with concrete. This simulation helped was useful in order to optimize the fabrication process.

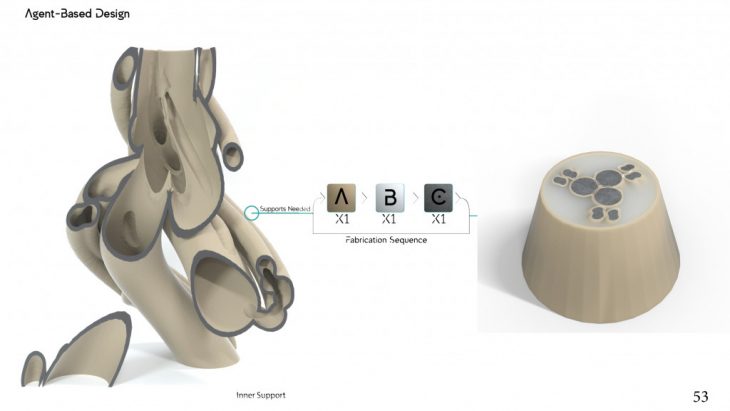
The only part that requires supports while printing is the inner shell which is the formwork for concrete. A support study was made for this geometry. It was analyzed and visualized the areas that require supports, it was realized that supports are needed in both the inside and outside of the shell. A glowing material was applied to the faces that require support and as you can see this material is glowing on the inside as well as the outside.

According to the data that was gathered from the casting simulations and support study it was decided to create a fabrication sequence. The regular printing sequence is where there are no supports needed. In this case, 10 layers of material are deposited to print the outer shell and inner shell. Then a certain amount of wax is poured to reinforce the inner shell and then again a certain amount of concrete is cast into the formwork. This step is repeated until we reach a point where no supports are required.

When supports are required outside of the inner shell, the fabrication process is switched to another sequence which is called critical printing point. In this sequence, 1 layer of the wax and cellulose mixture is printed. Then 1 layer of paraffin wax is poured and then 1 layer of concrete is casted. This sequence is repeated until the supports are no longer needed. Then we can switch to the regular printing sequence. This critical printing point sequence is helping us to overcome issues with supports since the paraffin wax that is poured is acting as a support for the inner shell.
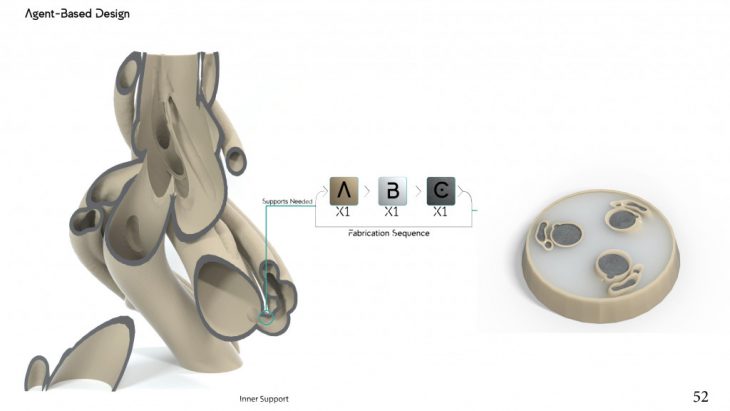
Also this critical printing sequence is valid when support is needed inside of the inner shell. This time the poured concrete is acting as a support for the inner shell.

This dynamic role of the support which is changing between poured paraffin wax and poured concrete. which helps us to design and fabricate complex shapes.
</p>
Also, a casting simulation was made for poured wax to see if all the holes were filled. The same simulation was made for concrete casting as well to validate my studies.

Since it was not able to use my extruder due to Covid-19 it was decided to fabricate a simplified version of the design. the formwork was 3d printed with a robotic arm using PLA and then cast it. Here are some images from the final result.

Removi?ng the PLA formwork was really hard. It was tri?cky to remove i?t wi?thout breaki?ng the fragi?le parts of the desi?ng.so this fabrication helped me to understand how useful it can be if we can just melt the formwork. It would mean no force would have to be applied to remove the formwork, avoiding breaks.

As a result, Formwax offers a new fabrication protocol that will help us, designers, to overcome geometrical limitations. Hopefully in the future with further studies, we can fabricate gyroid columns or hollow structures that are weight-optimized. Or we can use hollow sections for infrastructure purposes.
Formwax is a project of IAAC, Insitute for Advanced Architecture of Catalonia developed in the Masters in Advanced Architecture 02 2019/20 by Student: Yi?italp Behram, Faculty: Alexandre Dubor, Raimund Krenmüller