FIBRO_SKIN
This projects focuses on manufacturing BIO composite panels using FLAX fiber and laminating BIO-resin. Robotically post processing them to create architectural elements.
CONTEXT
We look at the industry context of carbon fiber. The material benefit of the carbon fiber are following, with corresponding performance that benefits the aerospace industry and automotive industry:
- Resistance
- Light weight
- Durable
- Malleable
Based on the above material properties there are several industry applications.
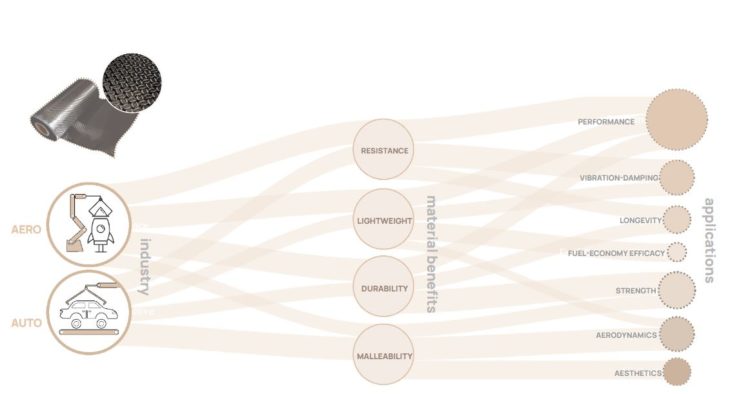
The global carbon fiber market is expected worth USD 8.9 billion by 2031.
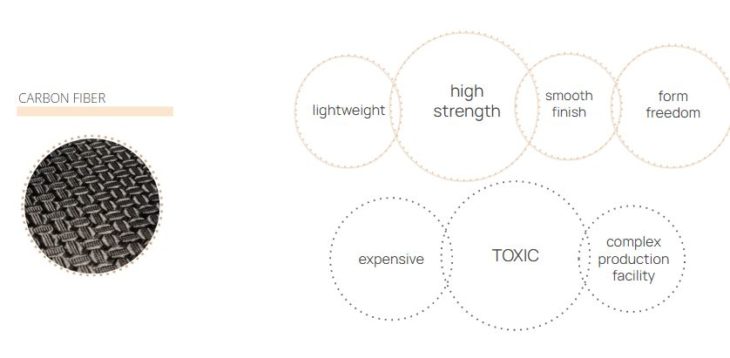
Similar to carbon fiber, natural fiber components can provide numerous advantages compared to conventional synthetics such as reduction of weight and cost, recyclability, renewability and in addition to eco-efficiency.

Following are the advantages of natural fibers:
- It takes 2752 MJ/t energy to produce Flax Fibers, compared to the 355,000 MJ/t it takes in the production of Carbon Fiber.
- Bio-based epoxy can be recycled %56.8.
- Flax fiber can provide tensile strength upto 900 MPa (Fact-Tensile strength of structural steel used in architecture/construction is 400 MPa).
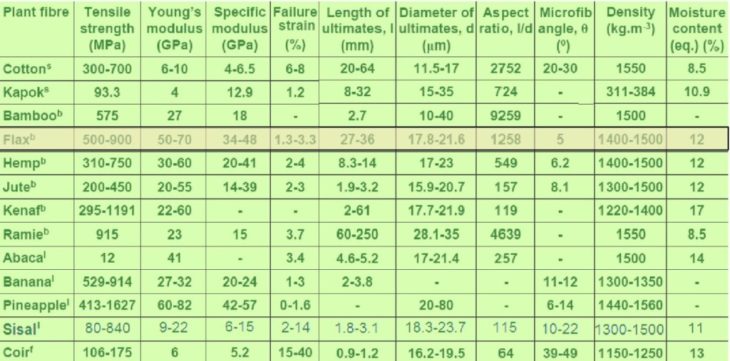
source- Natural fibre properties. [Natural fibre’09 Proceedings (University of Bath)]
4. Light weight (1 sqm X 0.1mm thick sheet weights – 210 grams)
STATE OF THE ART

BioBuild is the world’s first self-supporting façade panel for building construction made of bio-composite materials. Designed by Arup and GXN Innovation, the BioBuild project has been funded by the European Commission’s Seventh Framework Program. it managed to reduce embodied energy of façade systems by 50 % compared to traditional systems with no extra cost in construction.
What about the production of composite elements? FIBRO_SKIN project focusses on production process of these composite panels taking inspirations from the carbon fiber production and fabrication automation processes which are the state of the art in automobile and aerospace industry.
AIM
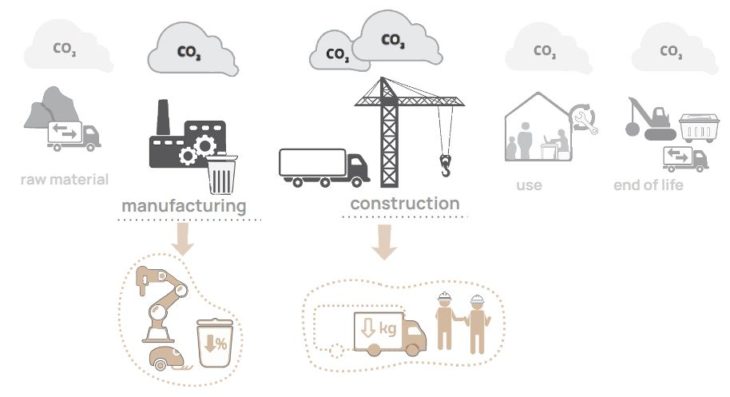
Above image shows the overall workflow of any material from production to end of life.

our workflow aims to tackle mainly these two stages.
- Manufacturing panels by prefabricating them in a facility, making use of computation and robotic arms to minimize waste and minimize error.
- And take full advantage of the lightweight aspect. Reducing mass reduces fuel in both transportation and assembly. The weights here are calculated by the weight of each material per 1m2 surface area by 1mm thickness.
HYPOTHESIS
We can find 3 main types of FLAX fabrics.
- Prepreg – which has resin infused within during manufacturing
- Unidirectional fabric
- Weaved fabric

Basic logic of how the panel comes together : Basic idea of the process is to fuse fabric and resin in order to get a hardened material which is the FLAX composite panel.
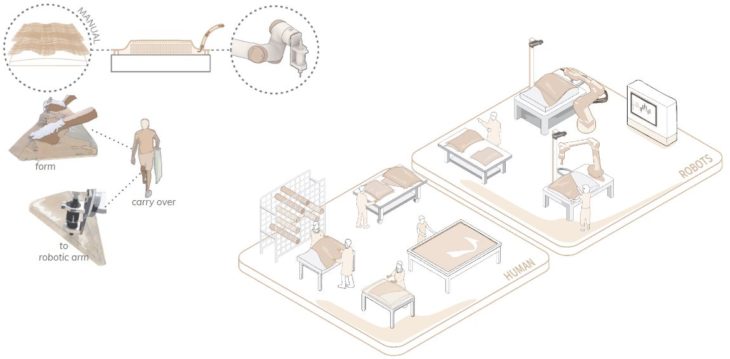
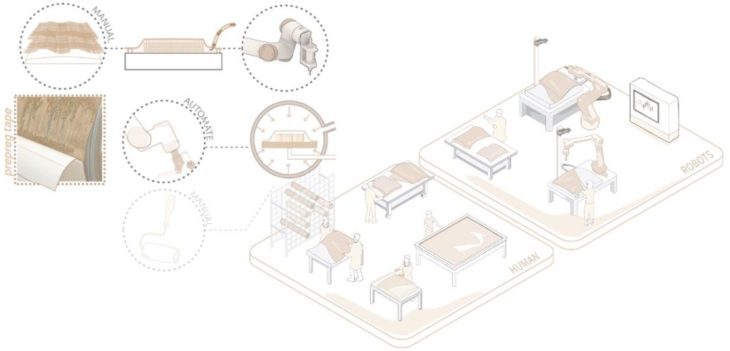
For hypothesis there are 4 paths to choose from:
- Automated fiber placement using prepreg rolls and an end effector equipped with roller and then processing the formed panels in autoclave. (autoclave- device with high pressure and temperature used to process materials for scientific and industrial purposes)
- Manual forming (manual tape laying) + autoclave
- Manual laying of dry fabric in layers and creating a vacuum seal using seal bags and infusing resin using a pump. Vacuum forming is a messy process
- Manual laying of fabric over the mould layer by layer and resin applied on each layer while laying. Later covering with peel ply and putting in vacuum bedding
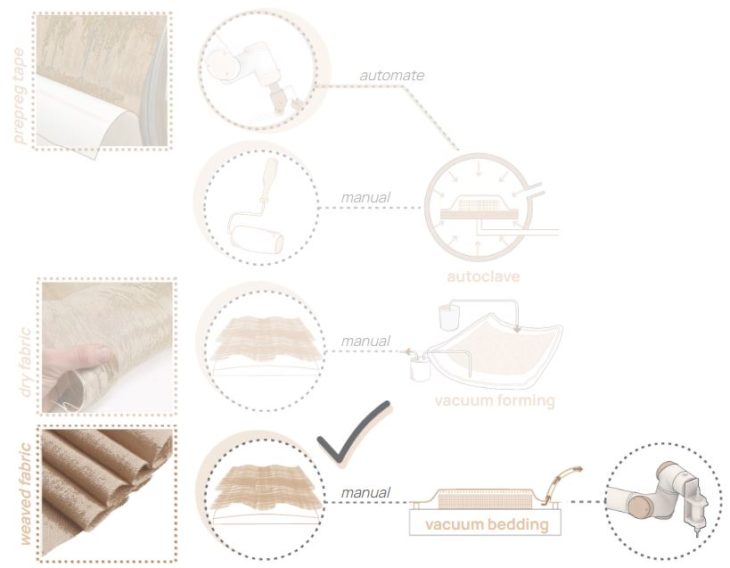
workflow #4 was decided best in terms of workability, time factor, and available resources
DESIGN
We came up with a design for which we can use one single during the whole process.
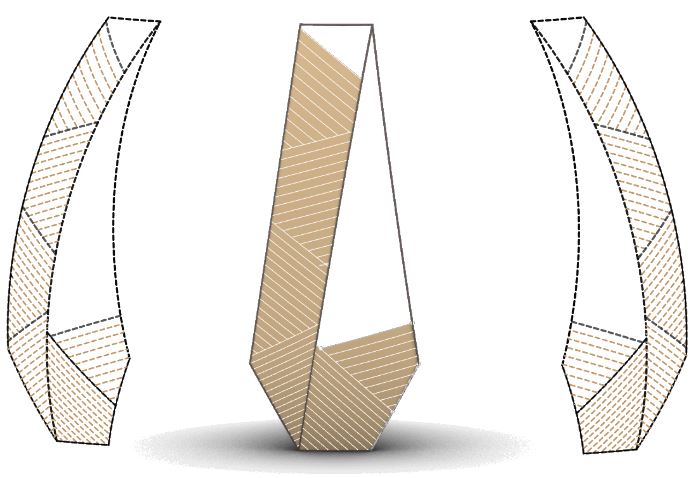
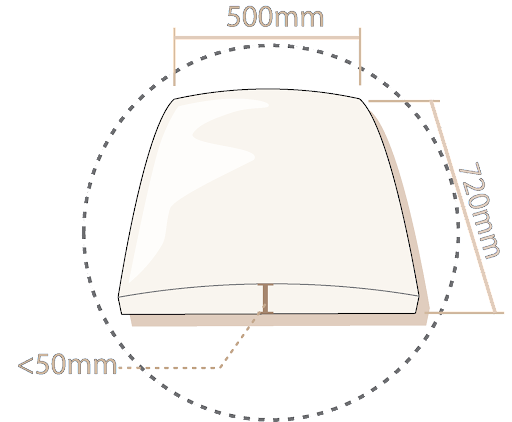
Design is aggregation of 6 panels with similar curvature, which enable us to use single mould for production and fabrication of all panels. curvature is extracted from a sphere of 2m radius.
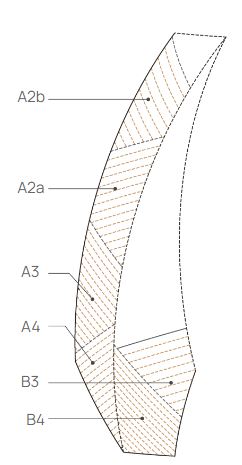
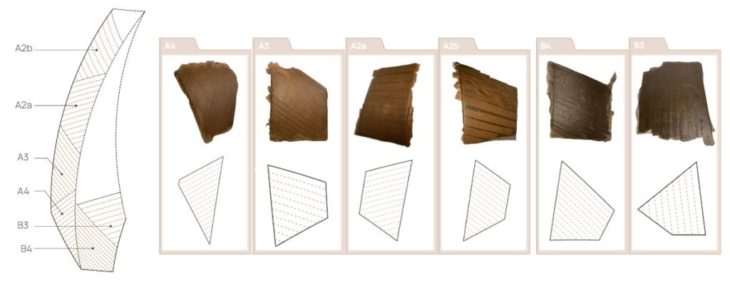
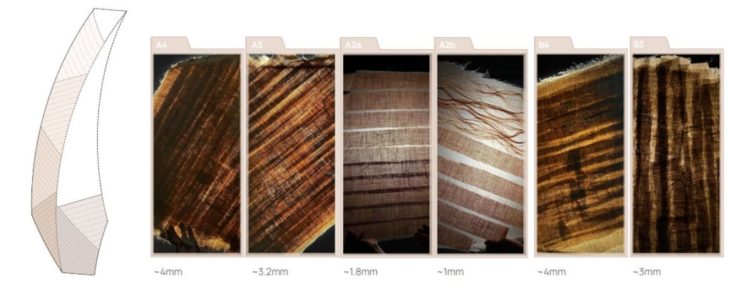
Panels have been given id’s with A&B such as A4,A3,A2a,A2b,B4,B3 where 2,3,4 means number of fabric layers with minimum layers as 2.
Each panel is supposed have multiple layers of fabric of 2 different fabric(light brown and dark brown).
- First layer – light brown
- Dark brown cut in strips of 50 mm aligned in different directions(ref-design render)
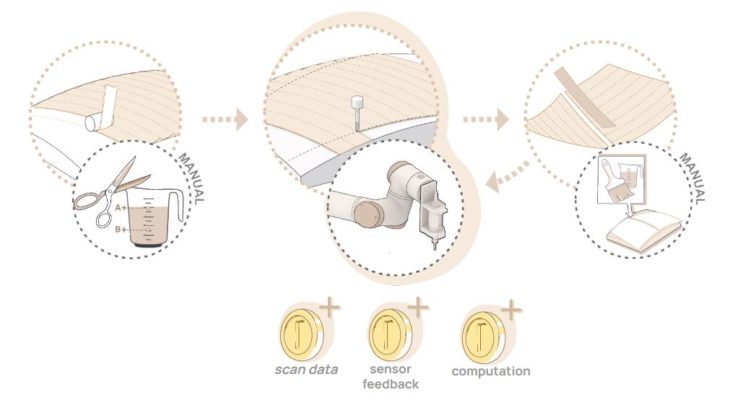
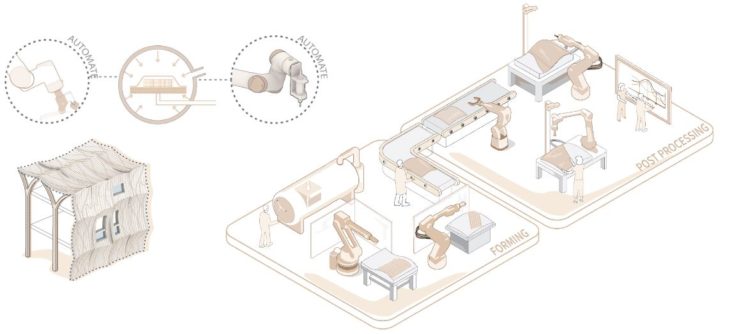
WORKFLOW
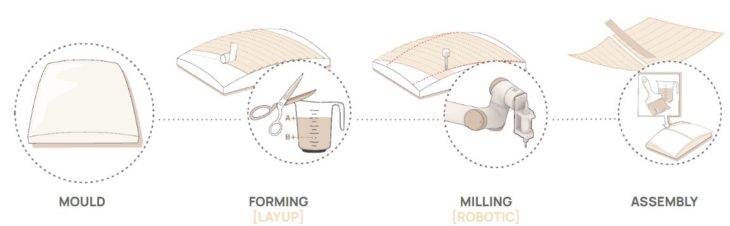
FORMING
Forming process is as follows:
- Mould
- Peel ply (thick polystyrene sheet)
- Required layers of fabric
- Perforated polystyrene sheet
- Resin soaking sheet
- Peel ply (thick polystyrene sheet)
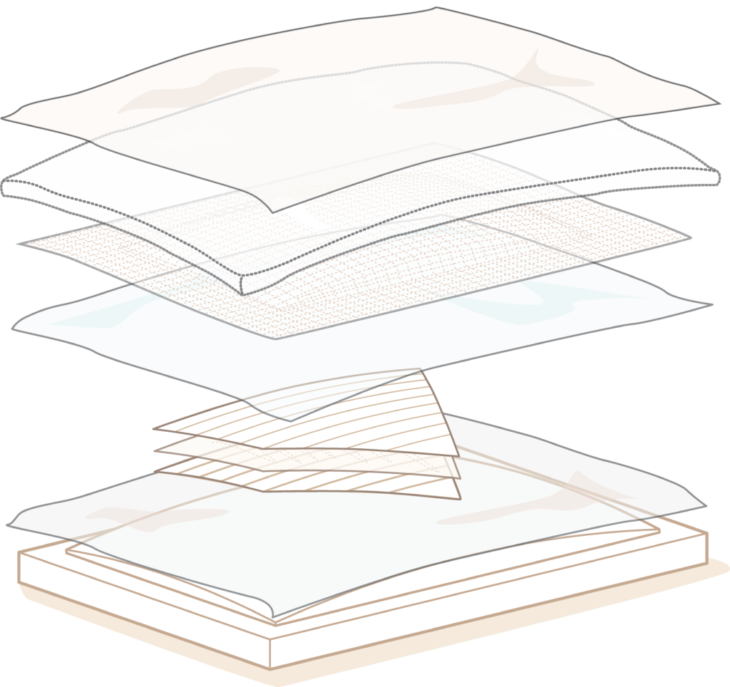

After the forming process is completed the panel is kept in vacuum bed for 24 hours for curing.
PANEL LIBRARY
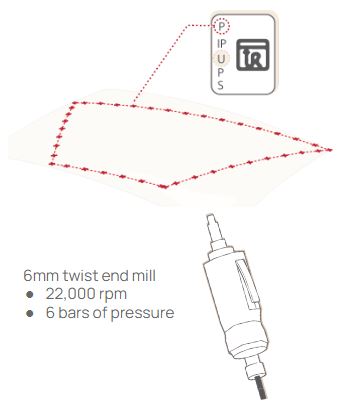
MILLING
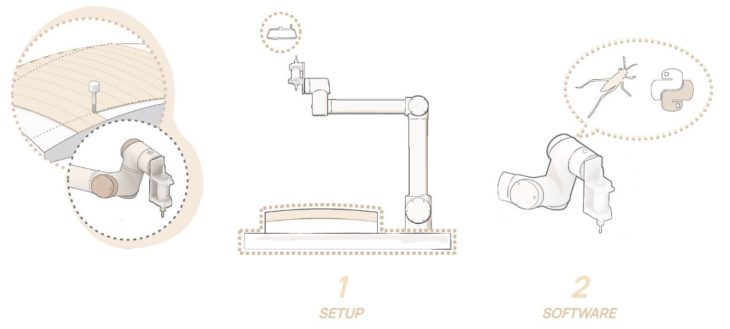
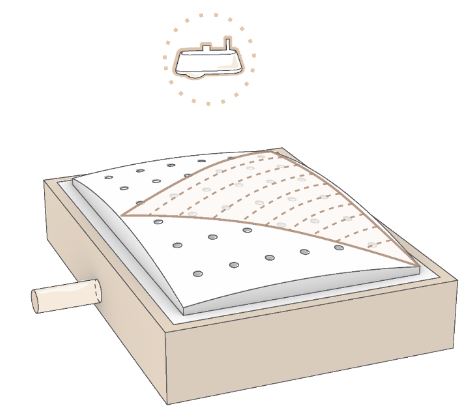
SETUP

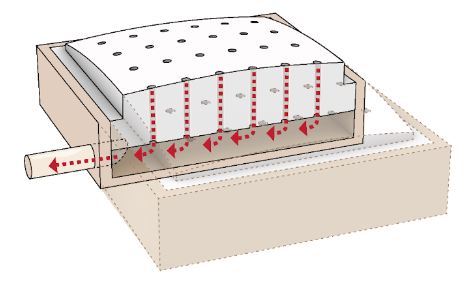 Vacuum mould is designed to suck and hold the panel.
Vacuum mould is designed to suck and hold the panel.
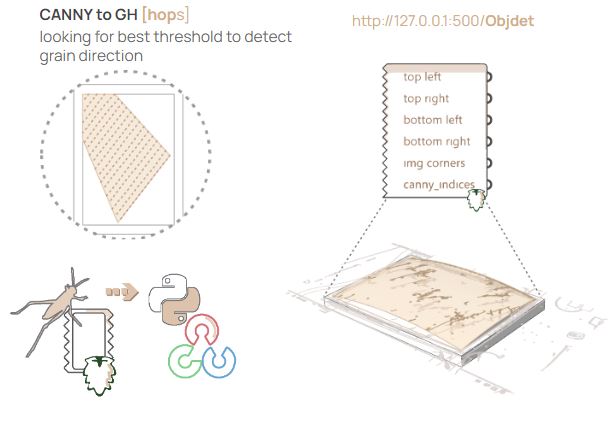
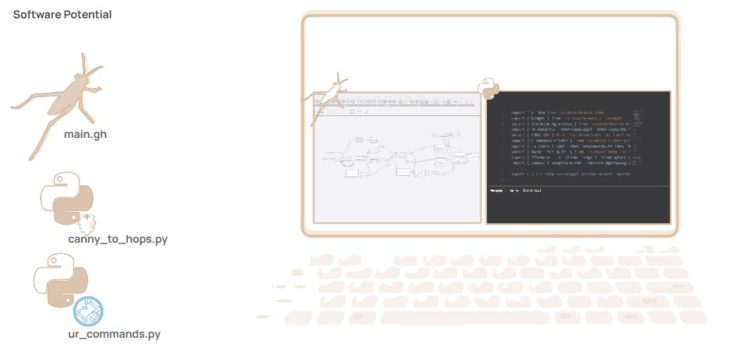
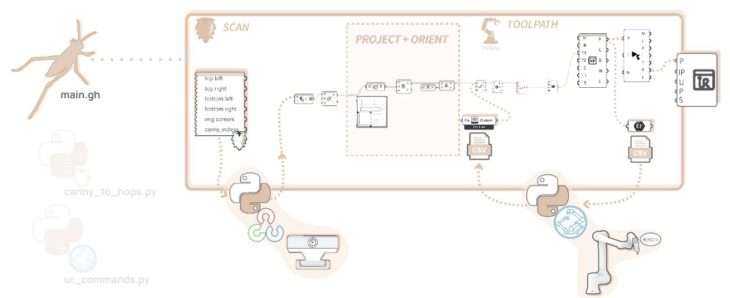
SOFTWARE
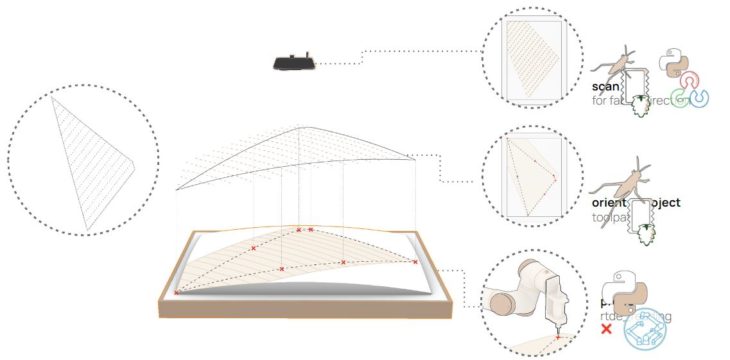
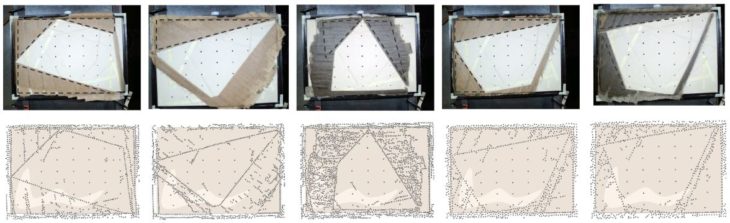
Canny Edge Detection: Looking for best threshold to detect fiber direction

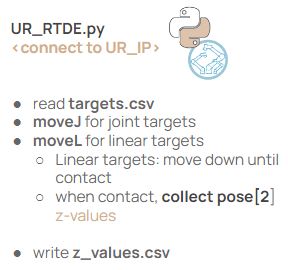
UR_RTDE to GH: Grasshopper reads for the z_values.csv that the python script will export when finished with all the linear targets.
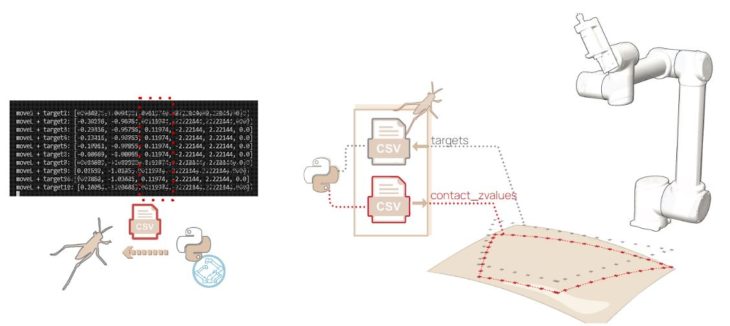
GH – send remote program: Remapped points with z_values sent as final targets for the program
DESIGN
Assembly change // panels from the previous designed were arranged differently, proposing another design using the waste materials. The waste materials are used to complete the shape of the panel to a rectangle.
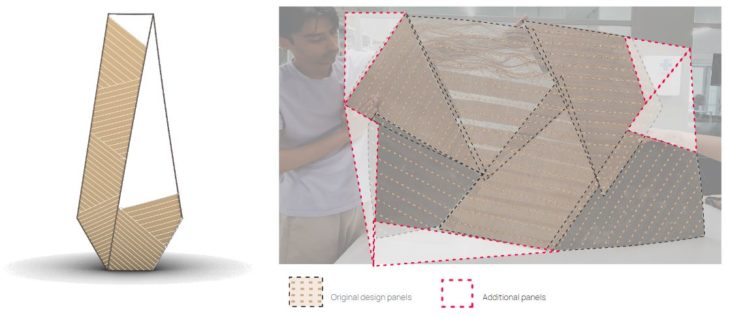
Formed panel area: 1.93 m² // Overall wastage ~14%
ASSEMBLY
The assembly is made by sticking together the panels with flax strips with bio-resin. The same materials were used for the panels and for their assembly.

POTENTIAL
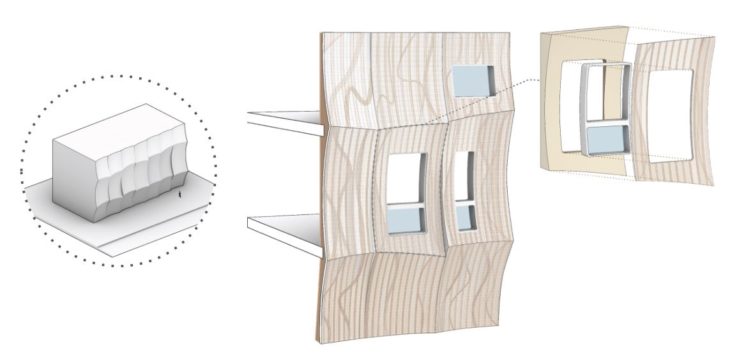
VISION
VISION IN URBAN CONTEXT: Utilizing translucency on customized panels produced from 2.9m, 2.5m radius mould
OUTLOOK
MICROFACTORY MODEL 1: A community microfactory (like IAAC & fablab) combining manual forming and automated workflow
But our vision extends to the workflows that we also explored beginning of this project
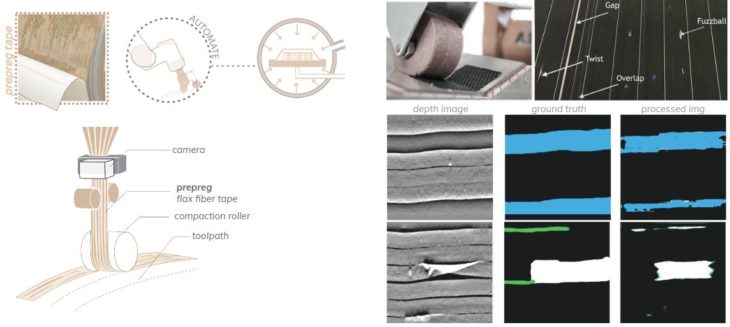
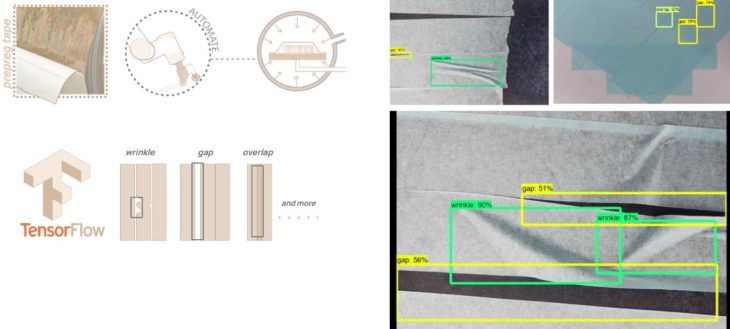
Exploring the option to automate forming with prepreg tape, potential Machine Learning in defect detection (a developing research for Automated Fiber Placement for carbon fiber)
MICROFACTORY MODEL 2: Fully automated workflow, with data acquisition for lower resin use, optimal strength, could allow for production of more architectural elements.
FIBRO_SKIN is a project of IAAC, Institute for Advanced Architecture of Catalonia
developed at Master in Robotics and Advanced Construction,
in 2021/2022 by:
Students: Yeo Jeong Kim, Arpan Mathe, Mit Patel, Beril Serbes
Faculty: Alexandre Dubor, Marielena Papandreou