The construction industry is one of the major producers of waste and produces over 48 million tonnes of waste globally every year. This can be attributed to unsustainable and linear methods of construction.
My focus is the construction and production of complex freeform surfaces.
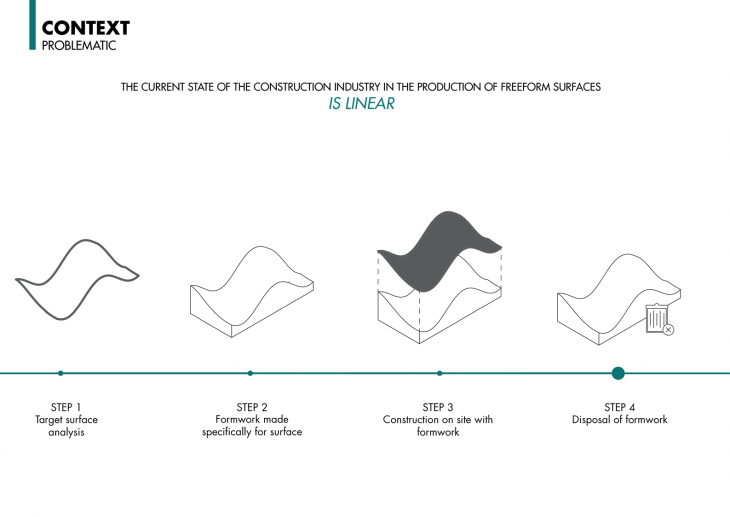 The current state of the industry in producing these surfces is linear. The formworks that are made especially for these bespoke surfaces are one time use only and are discarded after construction. Such as the case for the Rolex Learning Centre by Sanaa Architects
The current state of the industry in producing these surfces is linear. The formworks that are made especially for these bespoke surfaces are one time use only and are discarded after construction. Such as the case for the Rolex Learning Centre by Sanaa Architects 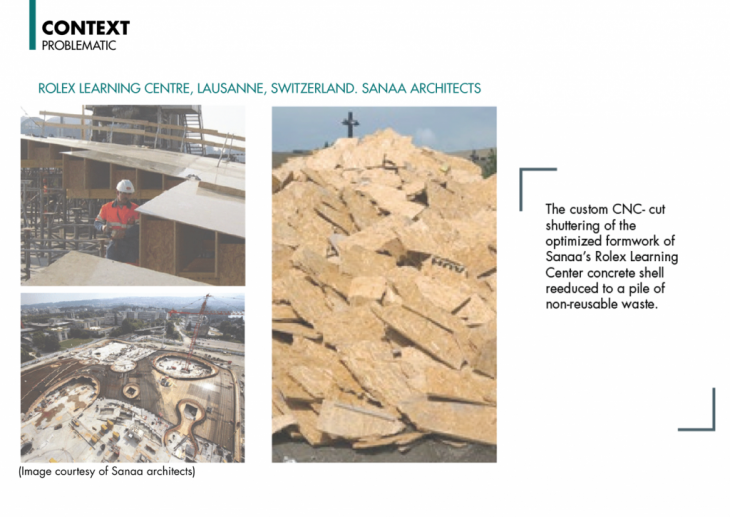 The industry should instead turn its focus to a more circular, sustainable method of construction that involves adaptability and reusability with a constant feedback loop
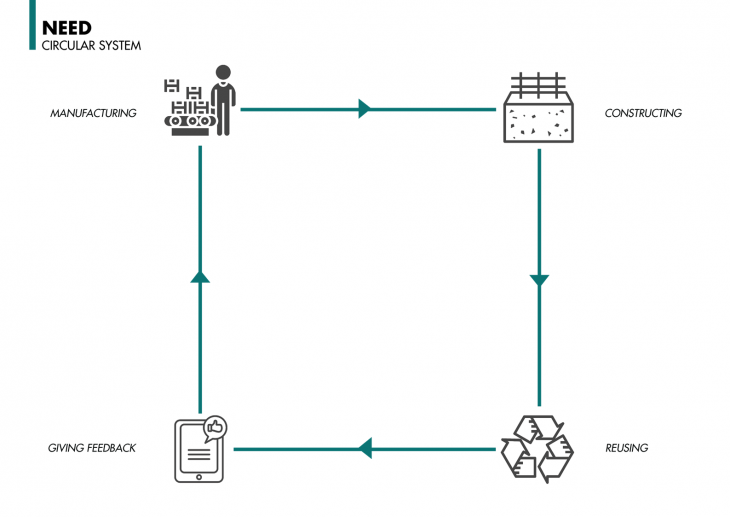
The industry should instead turn its focus to a more circular, sustainable method of construction that involves adaptability and reusability with a constant feedback loop
METAform proposes a reusable method for the production of freeform surfaces
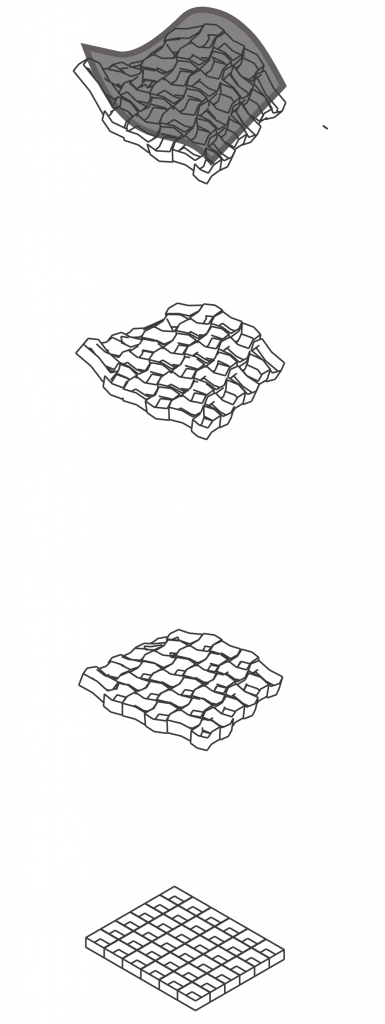
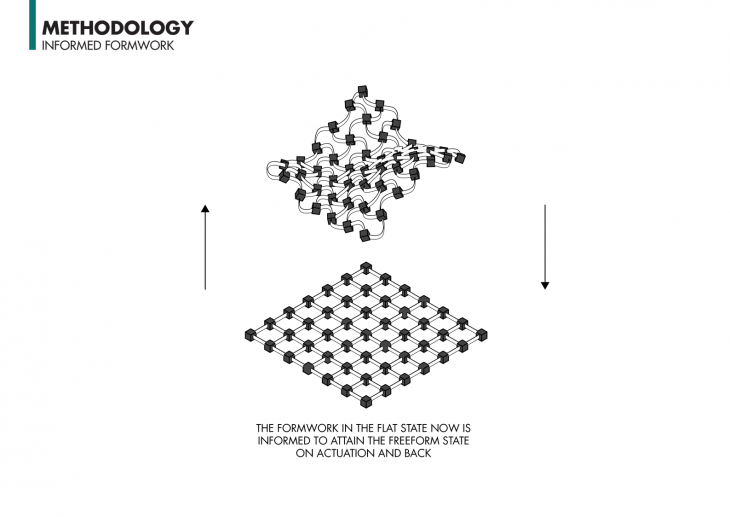
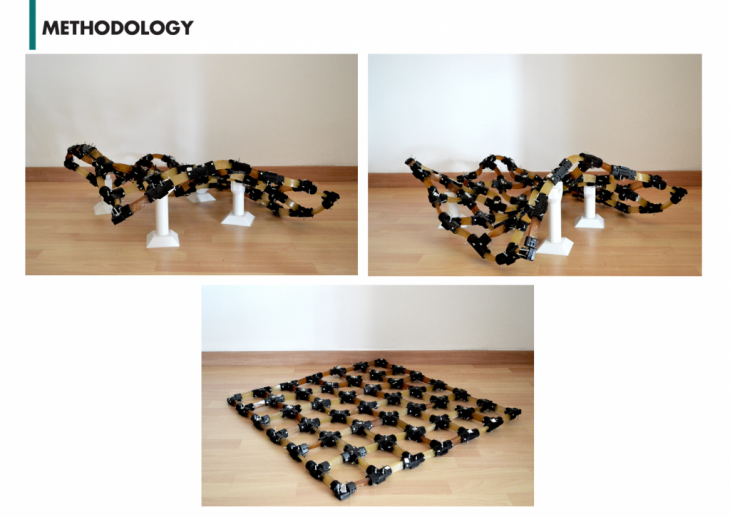
METAform is a component based system that when actuated, can give rise to double curved surfaces from a flat state. This process is then reversible.

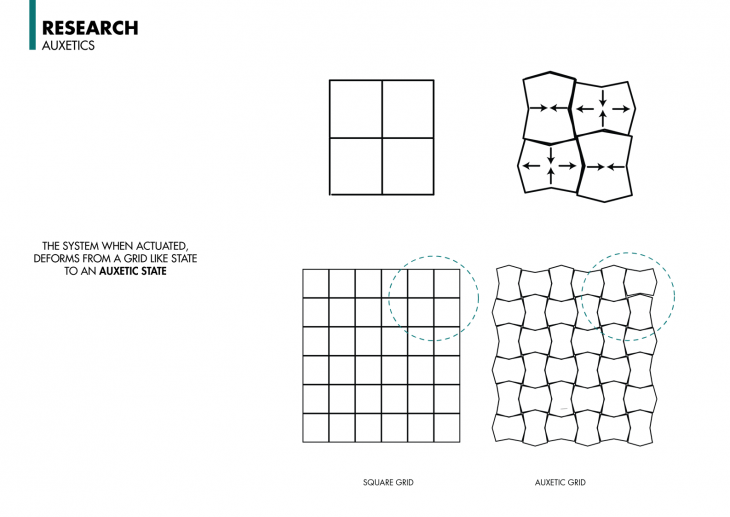
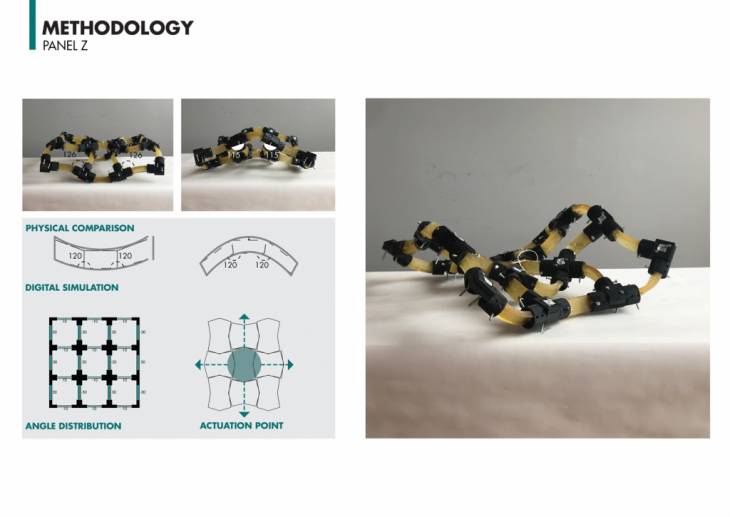
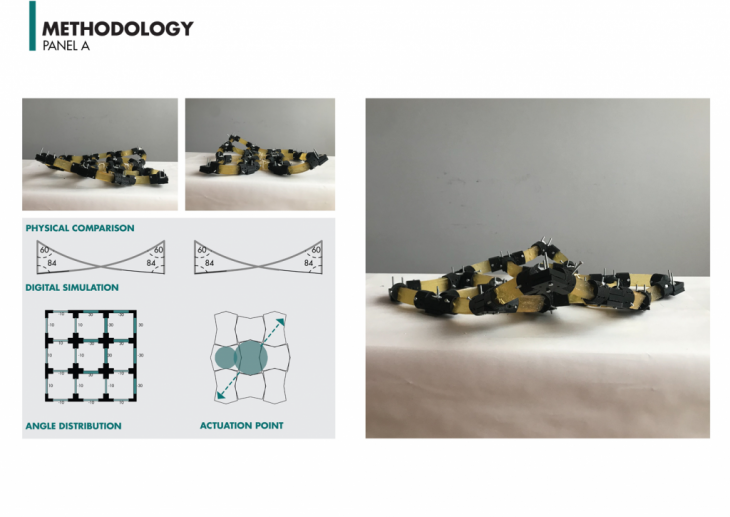
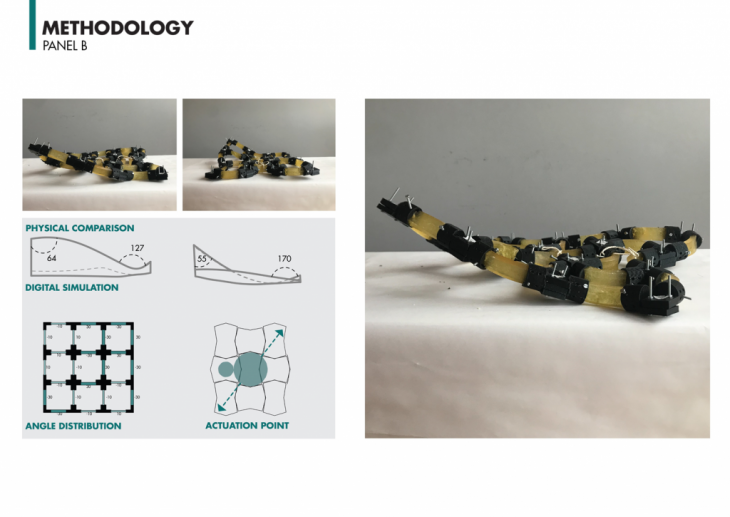
The system consists of grid like square panels that deform auxetically that renders the system stable through it’s tranformation from the flat to freeform state. The system is a metamaterial system that has rigid nodes and flexible joints juxtapositioned as seen above.
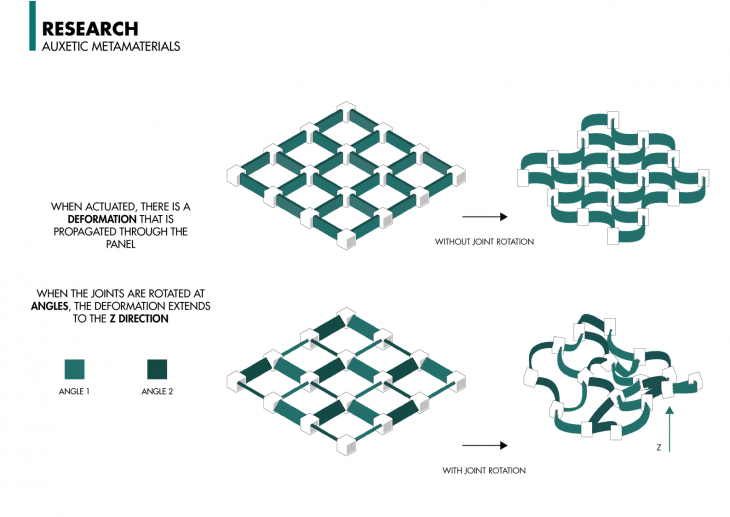
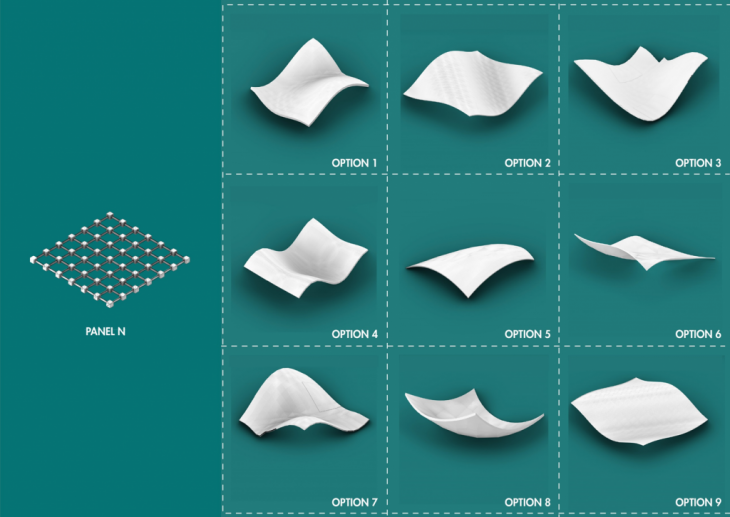
Changing the configuration and the angles the joints are rotated at, can give rise to a variety of surfaces from the same panel
The ability of a system to reconfigure itself from many stable states allows for rendering permanent structures in one of its stable states thus making permanent entities from a temporary, adaptable system.
Which brings us to the question:
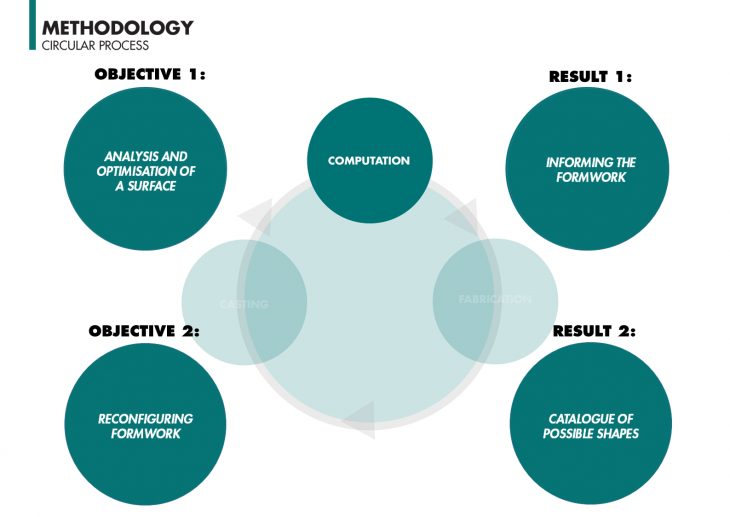
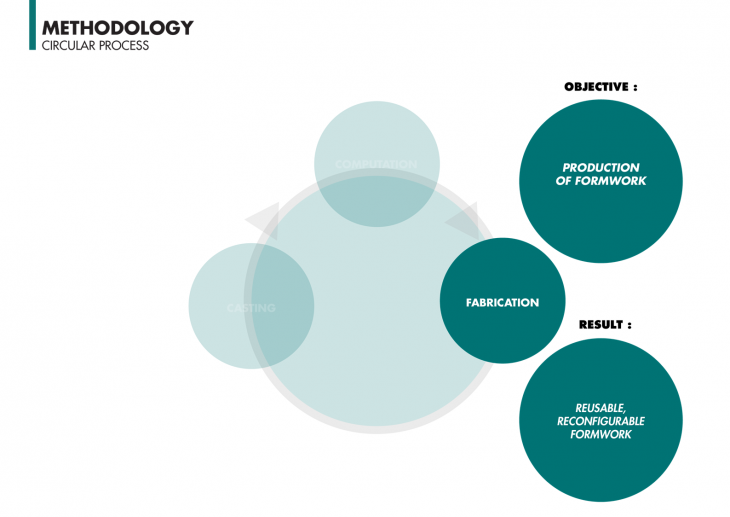
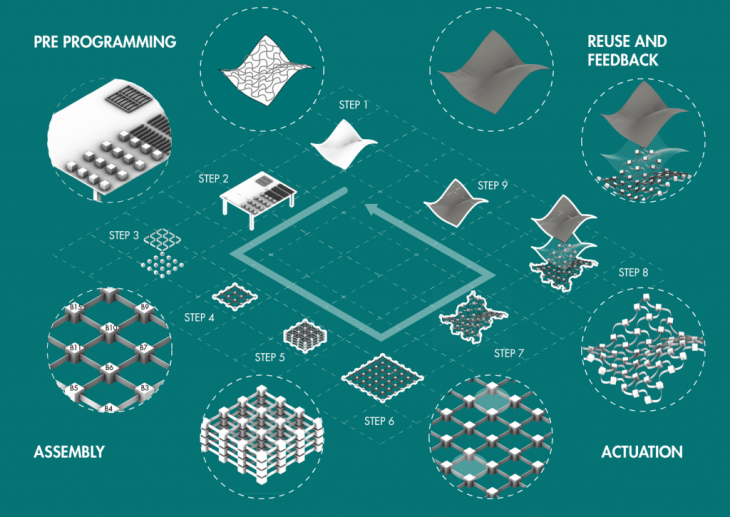
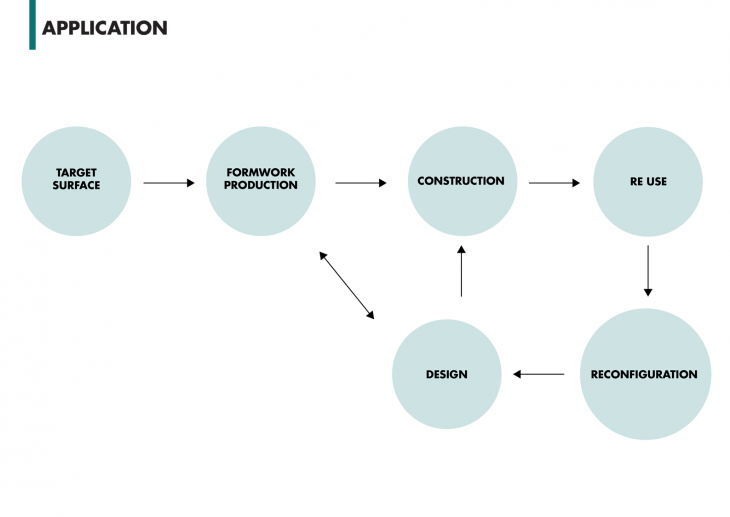
The methodology consists of a three step process that have a constant feedback loop between one another. METAform is a tool that uses computational analysis to pre program a physical formwork that can be used to cast a variety of surfaces in a permanent material.
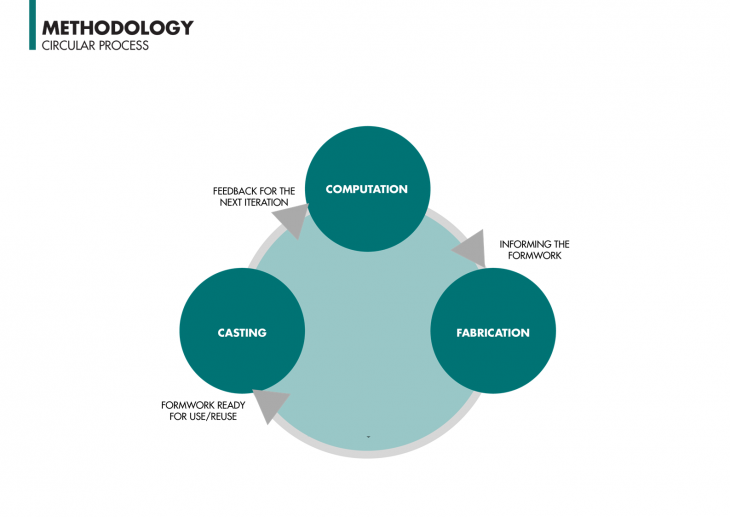
There are two objectives in the computational analysis. The first objective is to analyse a given surface and to provide the information to pre program the formwork. The second objective is to reconfigure this formwork in order to produce a catalogue of surfaces . METAform is a pre-programmed system so information has to be embedded in the formworks in a state of rest and when actuated, it attains the required state.
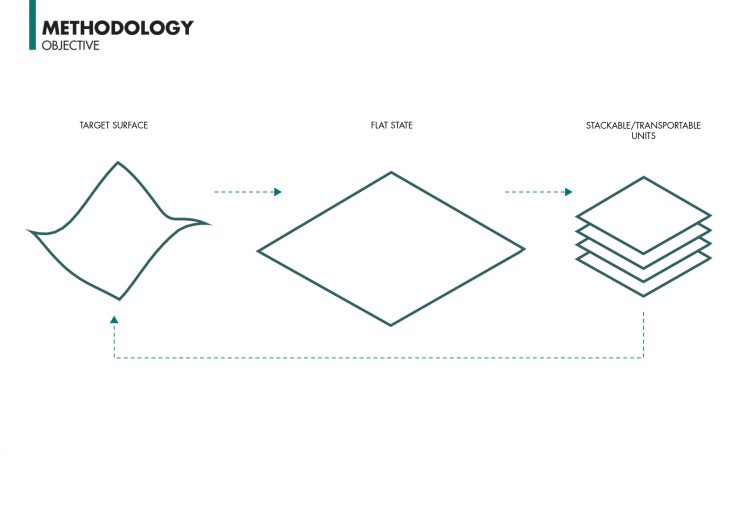
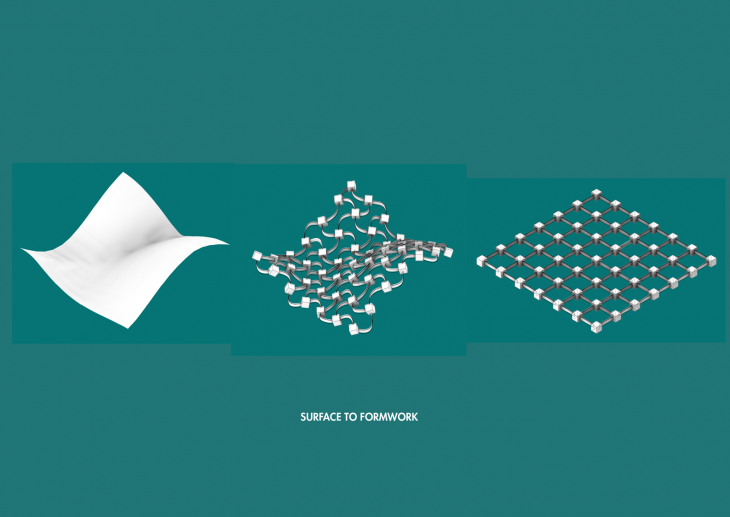
So from left to right, the target surface can be converted into a flat state and further converted into stackable, transportable units. From right to left, these formworks can be made into a variety of surfaces through reconfiguration within themselves.
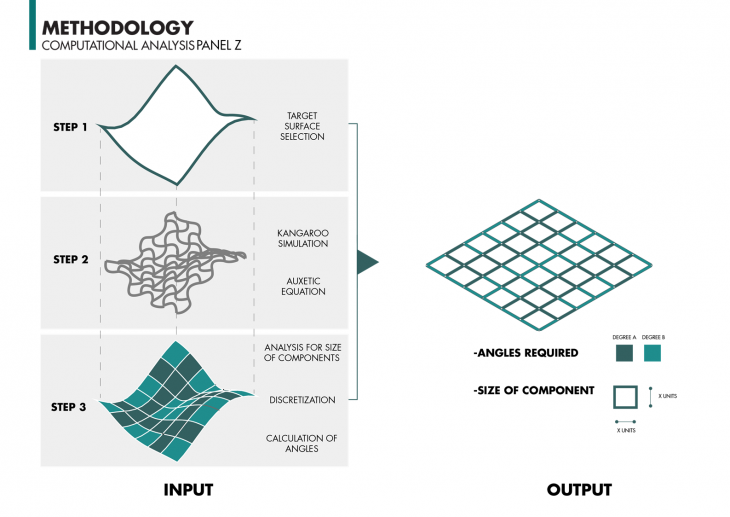
In order to provide an optimised formwork for a given surface, the target surface is analyzed and the auxetic simulation is simulated on in through a kangaroo algorithm to derive the proportions and it’s dynamic abilities in the state of actuation. The surface is then planarized according to this auxetic pattern to derive the angles of rotation of the joints as well as the size of the components
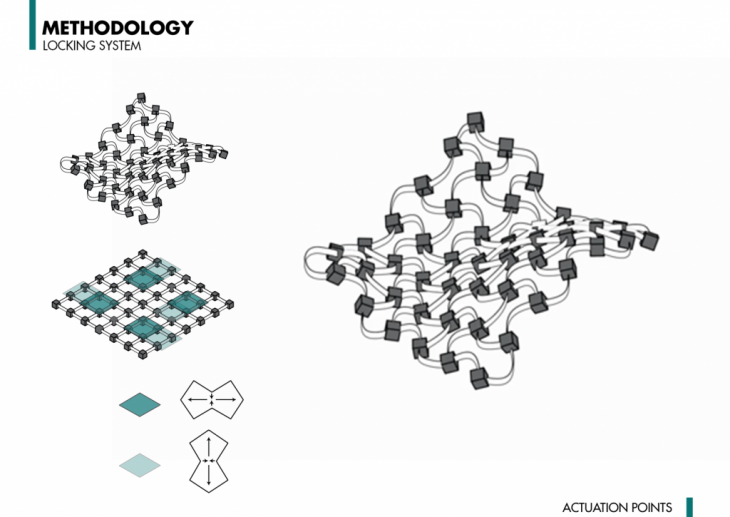
The actuation points are the places on the system when pulled together or constricted so to speak propagate the auxetic deformation throughout the system to reach the target shape. The algorithm dictates where these points and their direction are on the system specific to the required surface
The formwork is informed to transcend between the two states
This formwork, when fed back into the algorithm in order to recnfiure the joints and the assembly in order to produce a catalogue of possible surfaces from the same system
In the fabrication section, the objective is to produce a formwork with the information that was obtained in the previous stage with the appropriate material and method of fabrication in order to produce a reusable formwork.
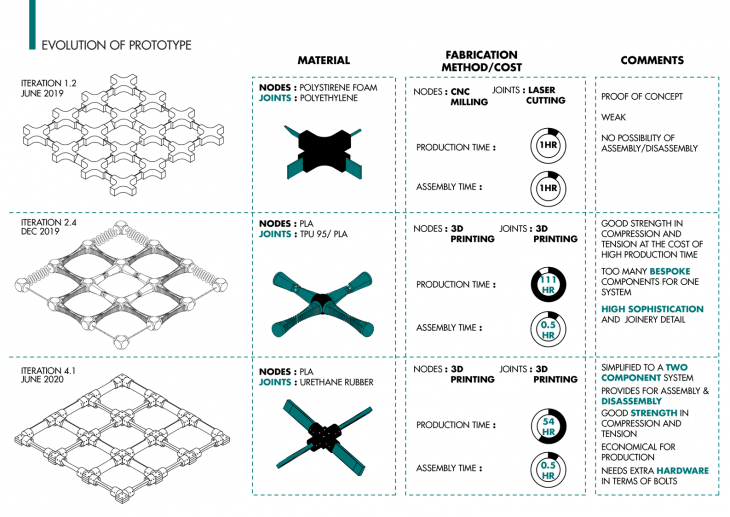
The prototype evolution went through a series of changes and modifications ranging from types of material used to the method of fabrication.
Being a metamaterial system, different materials were tested. Although the auxetic performance was similar through all iterations, factors such as production time, strength, adaptability etc were considered.
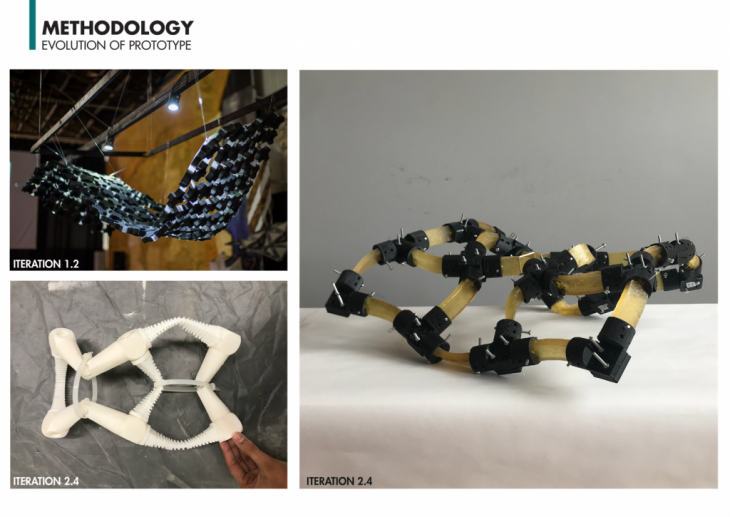
The first iteration was made for proof of concept and had CNC milled foam for nodes and glued polyethylene pieces for joints. This prototype was efficient for concept but it was weak and had no scope for disassembly and reconfiguration as all the parts were glued together. The second iteration saw complete additive manufacturing of both joints and nodes and had complex connection details. While the working of the system was efficient, it fell short on production time and the complexity of the build-up. The third and final iteration saw a mix of the first two with 3d printed nodes and casted rubber joints.. The production time for this one was significantly cut in half and this system allows for a very adaptable way of reconfiguration
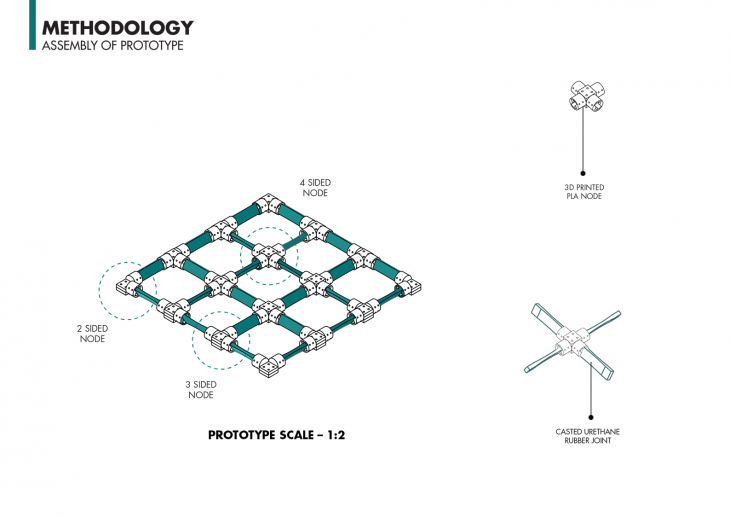
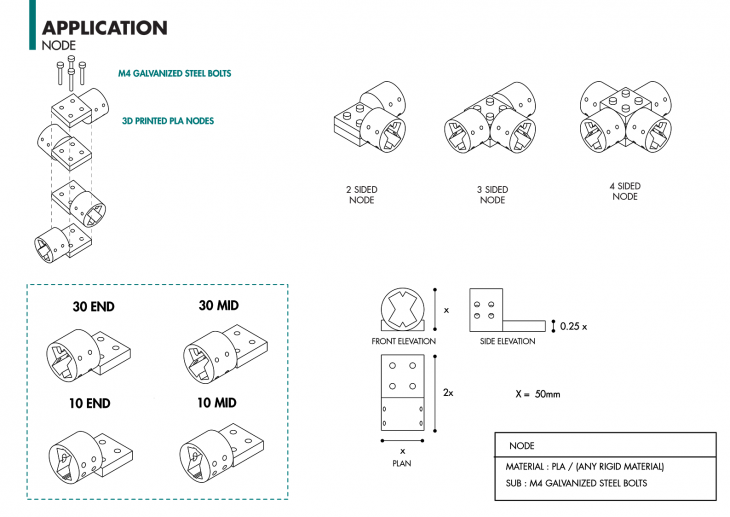
The scale of prototyping with is 1:2. The nodes play the most important part of the pre-programming process as all the information is embedded in their combinations as well as where they are placed in the system. And this is proved by the fact that all of these panels were made with the same nodes but just configured in a different way.
The four sub nodes are held with M4 galvanized steel bots and with these two angles, that are 30 and 10, 36 node combinations can be achieved.
For the feedback process, the algorithm is always updated with the information from the physical prototyping in terms of amount of deformation, accuracy of shape etc.
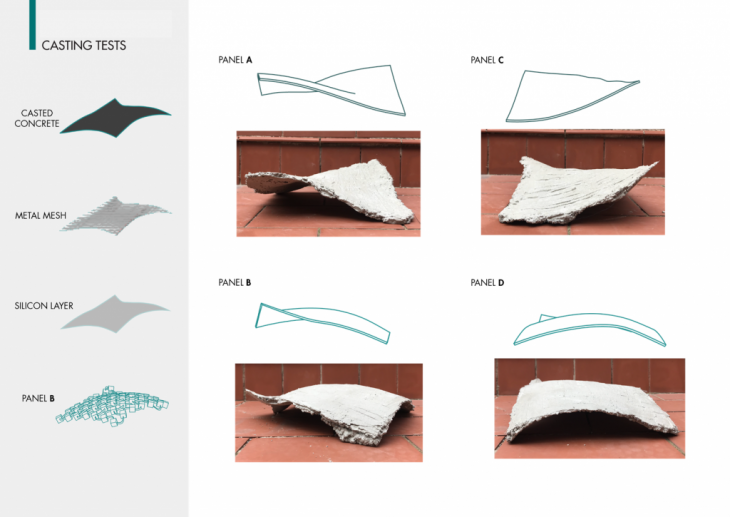
Below, as displayed are the prototyped panels A, B, C and D as reconfigurable formworks from a flat to freeform state . It is interesting to note that all thee panels have the same number and type of components, it’s just that they have been assembled and configured differently to give rise to different surfaces.


The panels can also be rectangular.
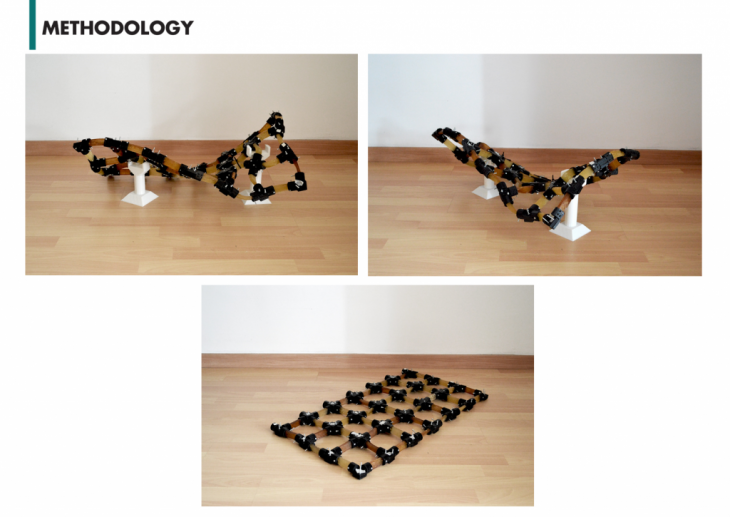
Bigger shapes can lead to more types of freeform surfaces.
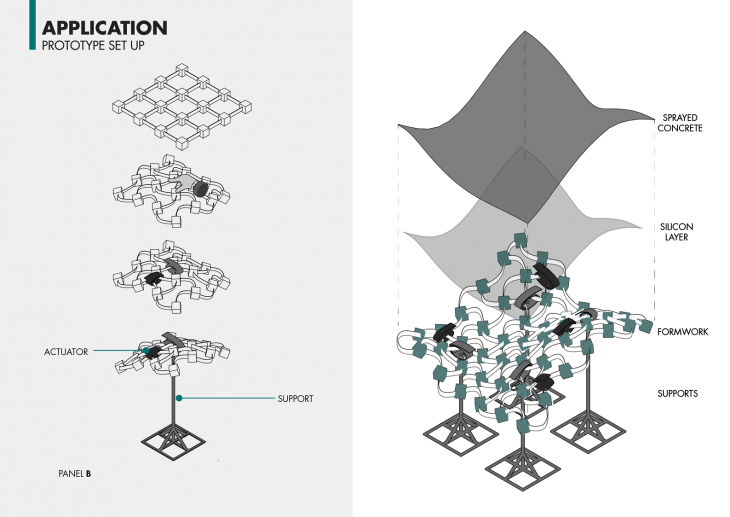
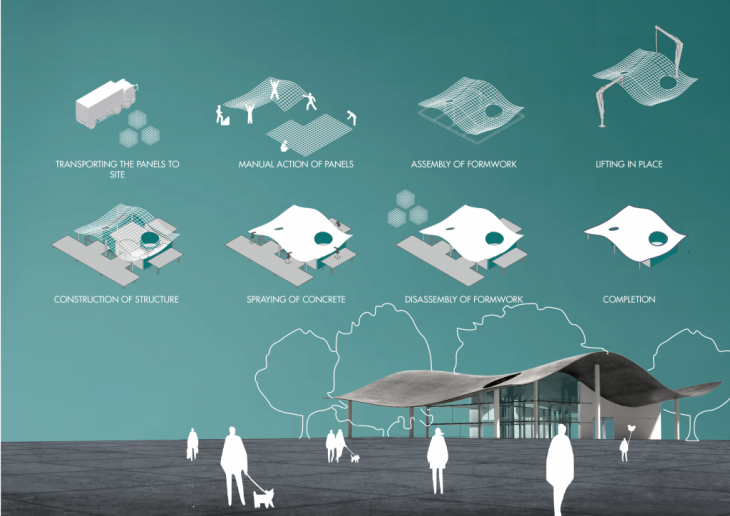
The final process is the casting of a permanent material on the formwork which can be then removed and reused.

The obvious question is the fact that the panels have holes and thus how can concrete be cast on it. There is a silicon layer that is reusable itself that drapes onto the panel rendering it’s shape on which concrete can be sprayed on.
These are the experiments of casted concrete on the panels. So all of these casted pieces come from one panel that has been reconfigured to produce these. Thus functioning as a reconfigurable formwork.
METAform is thus a method for the sustainable construction and design of freeform surfaces. It is an application or a tool that can provide a start to finish solution for not only the sustainable construction but also the design of various freeform surfaces. Through the process of reconfigurability, reusability and adaptability, it will be able to advance from every iteration.
How can METAform be applied to the actual construction process of freeform surfaces?
METAFORM can be seen as an interface. In the production and construction of freeform surfaces, a lot of factors such as cost, time of production, amounts of labour, concrete needed etc. need to be factored in the production of formworks or the design of optimized structures.
METAform is a start to finish process for the sustainable design and production of freeform surfaces.
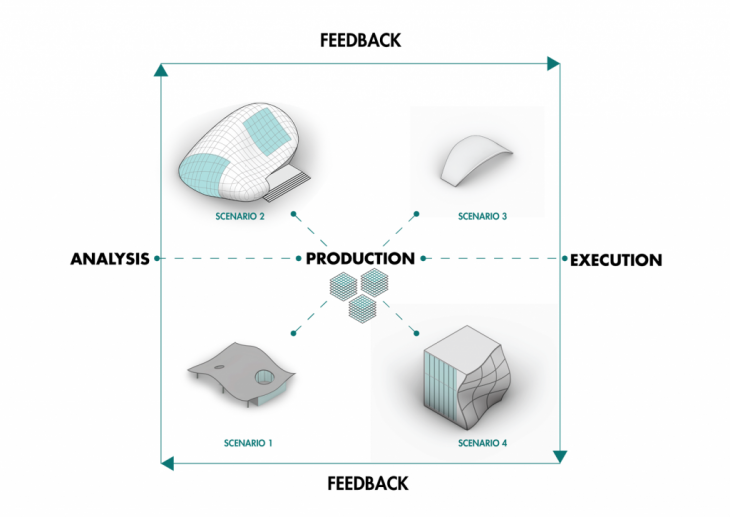
There are two scenarios, a surface that can be made into a formwork and a formwork that can give rise to many surfaces, the practical application can be seen in two parts.

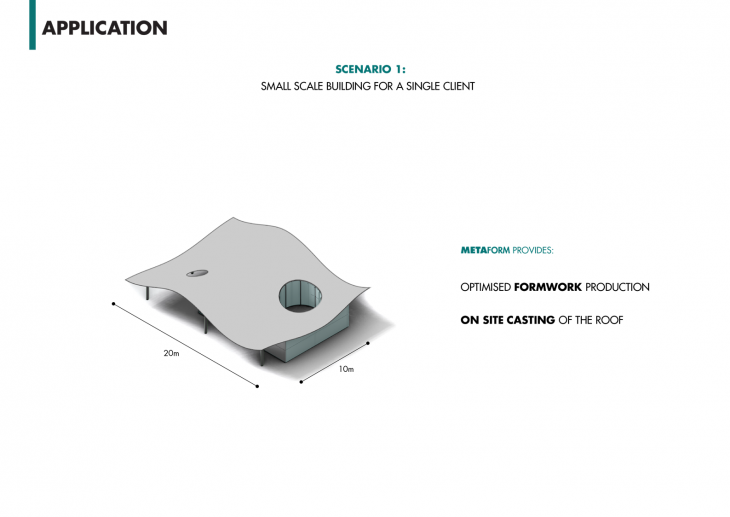
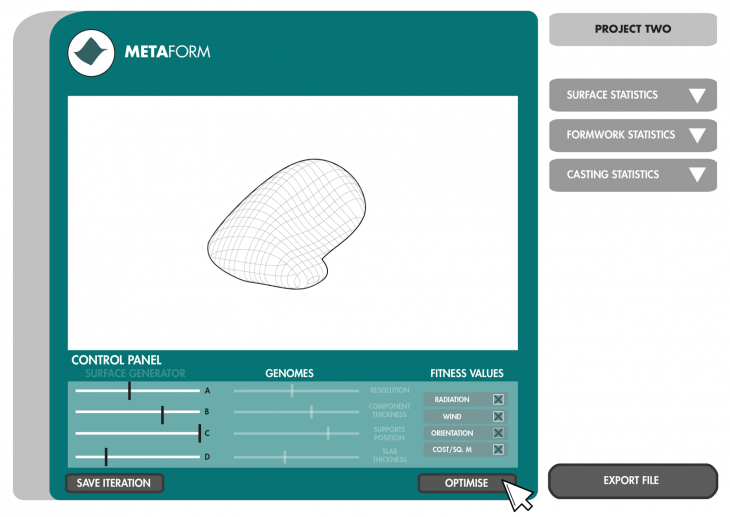
Scenario 1 is when a client comes with a design and requires a formwork to construct the surface with. This option is small scale one off building that needs to be executed. With the interface, An optimised formwork can be provided taking into consideration factors such as time and cost of production, structural integrity, support points and feasibility of concrete casting
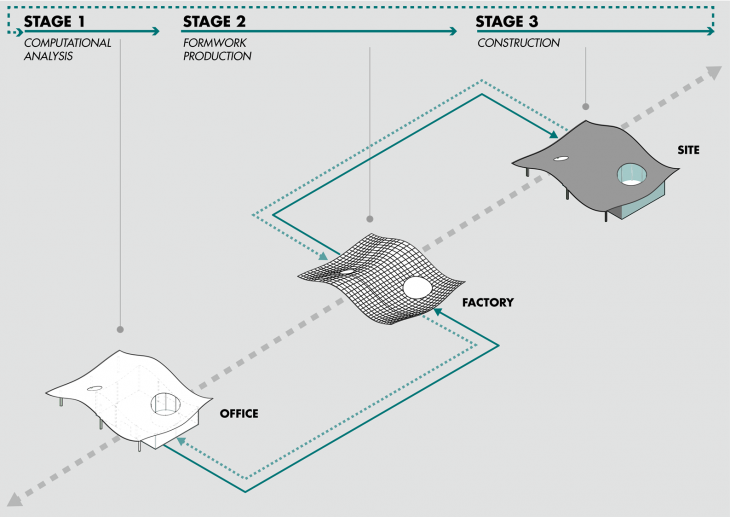
In this scenario the stages go from computation, formwork production and concrete casting on site.
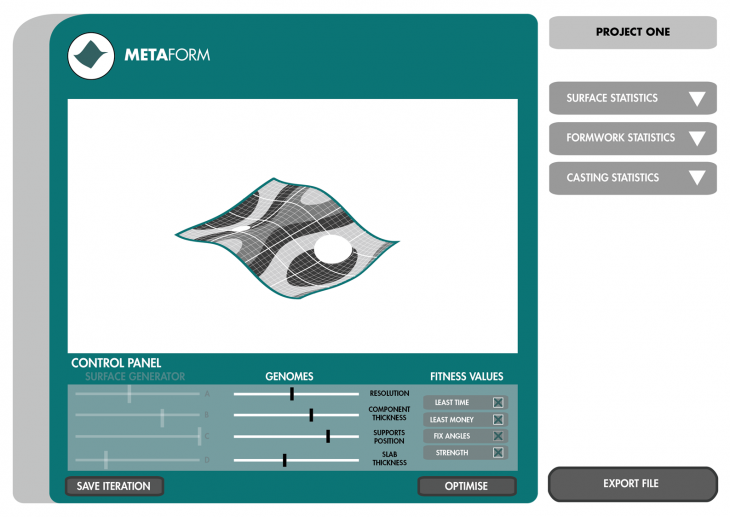
The target surface undergoes an optimisation algorithm to produce a structurally integral and time cost efficient formwork
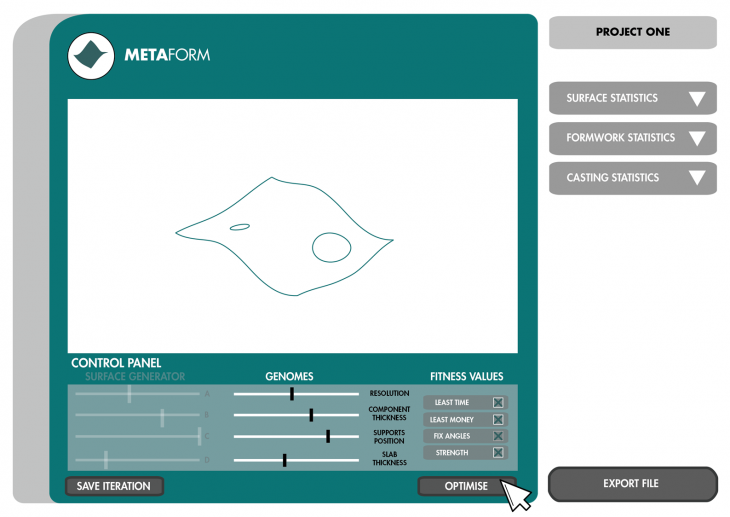
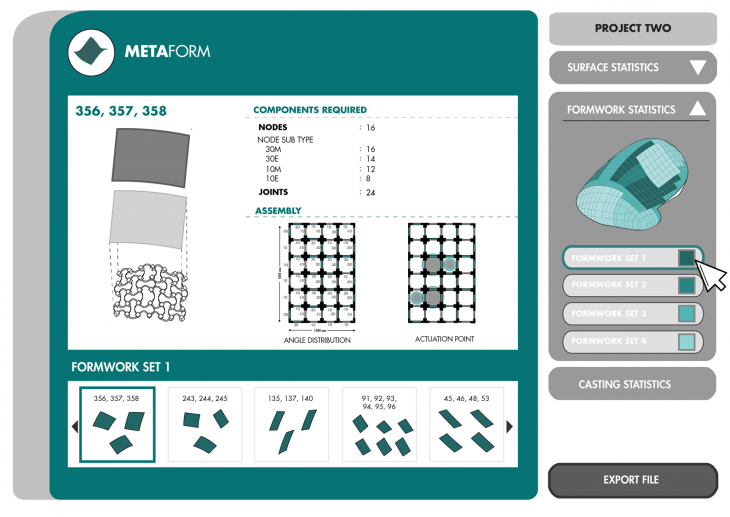
The interface shows the detailed information for the optimised formwork such as the component sizes, the angles and the actuation points.
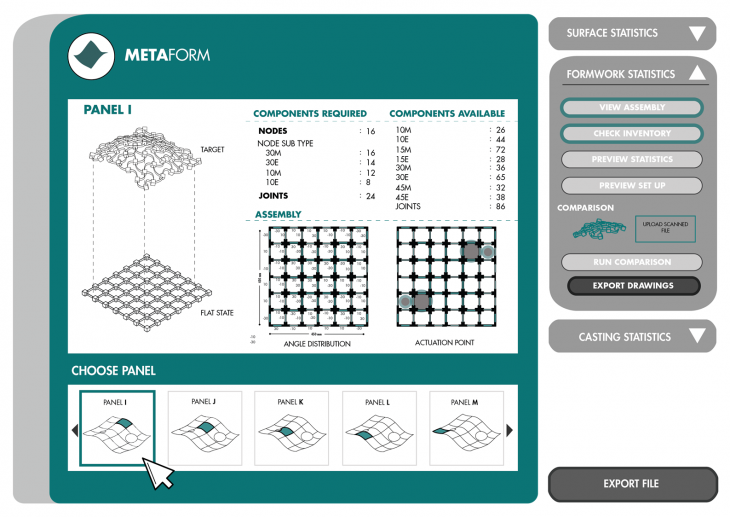
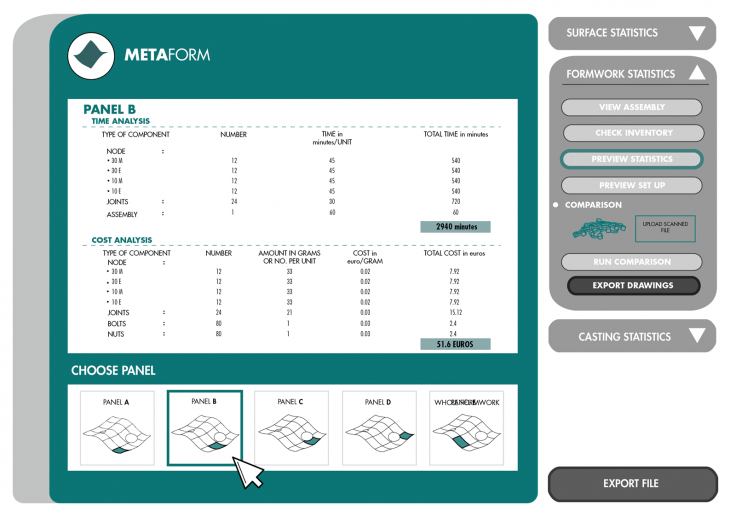
The interface also allows to choose the panels to see their specifics for assembly, cost of production, time required etc.
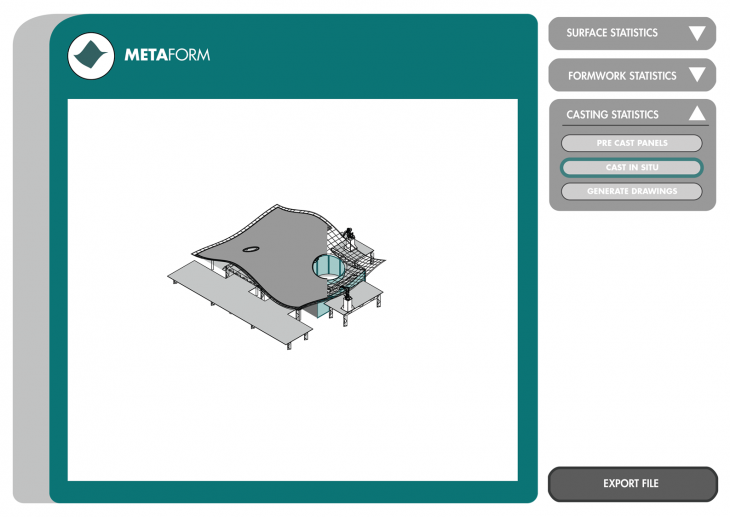
And finally the simulation of the casting of concrete on site
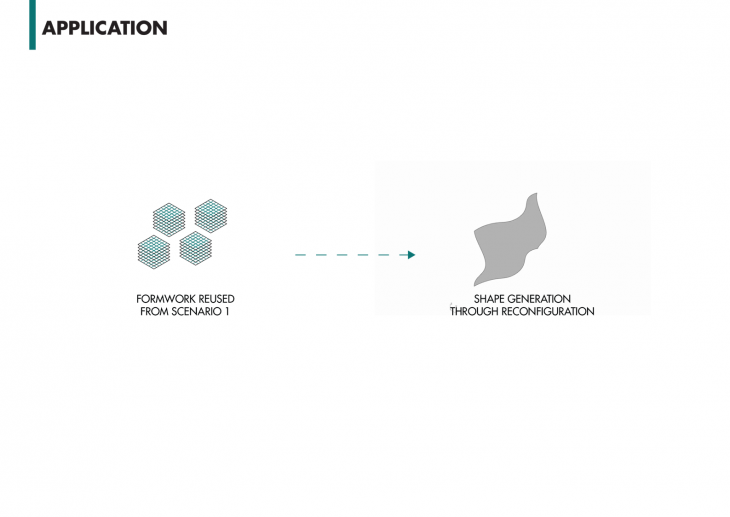
The formwork that is reused at the end of Scenario 1, can be fed back into the algorithm in order to facilitate the design and production of other structures. The existing formwork has a set number of optimised shapes that it can produce and this can be used in an ongoing design process of a freeform building.
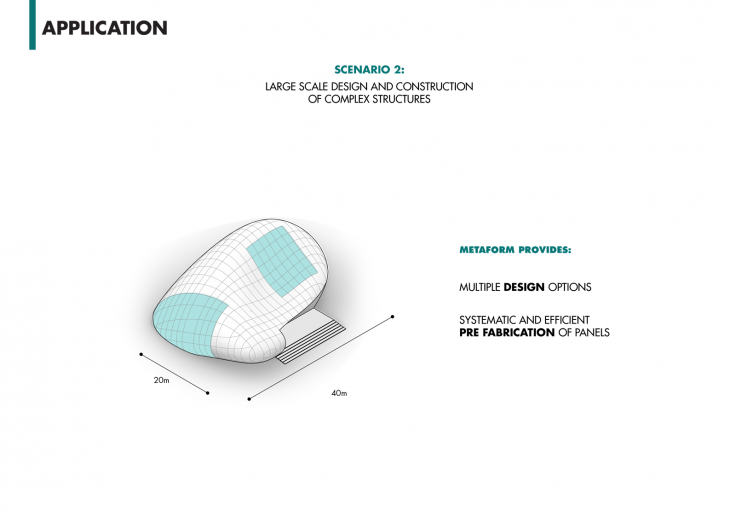
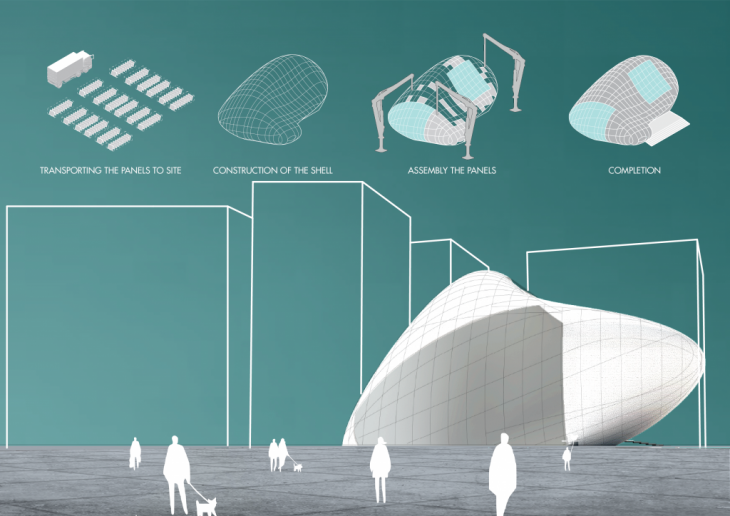
Consider Scenario 2, which is a building of a larger scale where the design is made up of a series of pre cast panels that are fabricated off site.
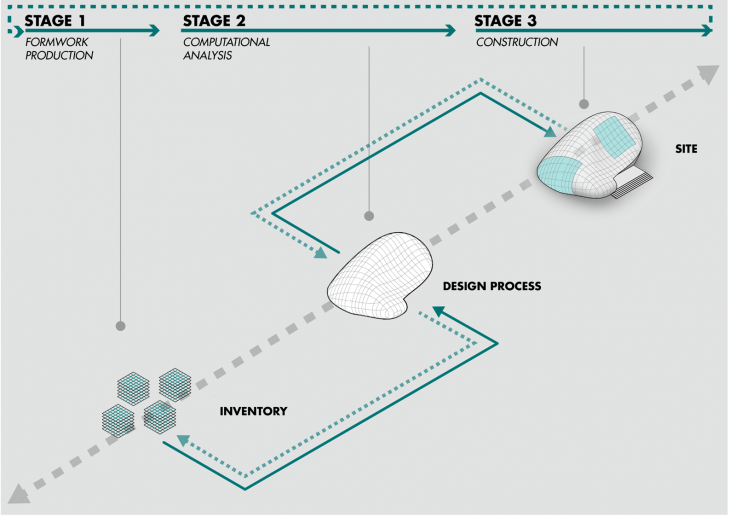
In this process, the first two stages of analysis and production are switched, where the formwork informs the computational analysis process
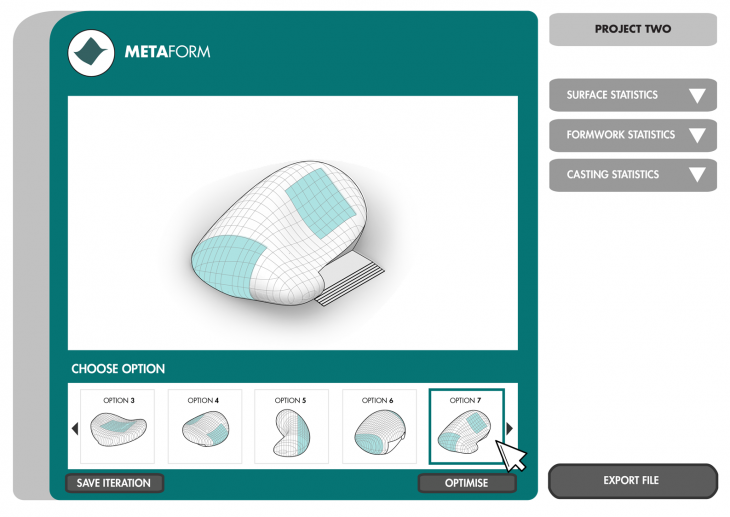
The design can be optimised and tailored to each designer’s specific needs and this can be input into the interface.
Various options are displayed. The selected one is then scanned and analysed
The surface is divided into in this case, four sets of panels that correspond to four sets of formworks that are already existing. The panels are numbered and clustered into similar parts that can be systematically and efficiently cast off site.
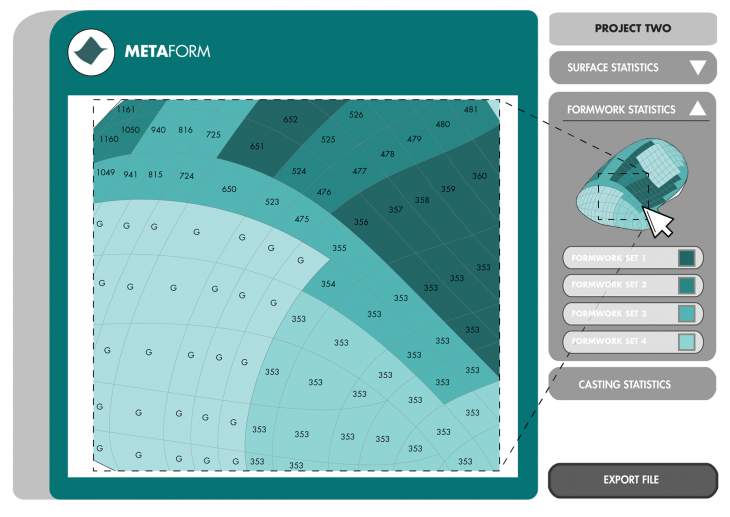
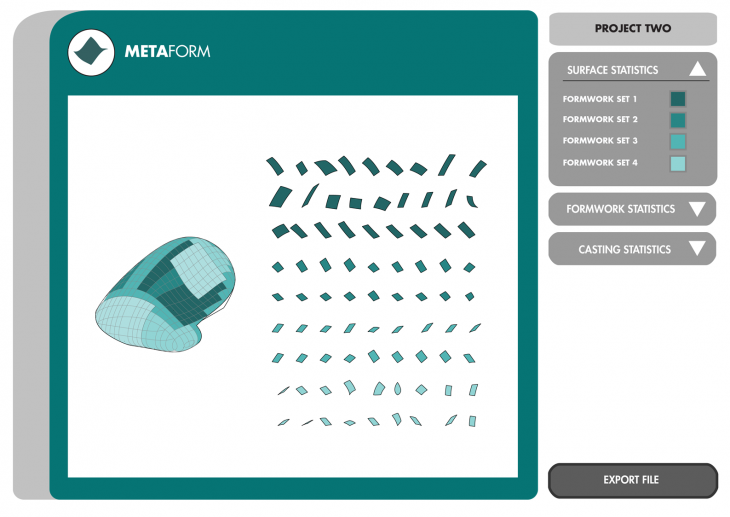
The specifics of the clustered panels can be viewed so as to assemble and cast them.
These panels are then transported to site to be assembled and complete the construction.
So with this constant loop of analyse and optimisation, reuse and adaptation, a series of scenarios can be envisioned and executed
Thus providing for a sustainable, cisystem for the construction of complex freeform surfaces.