Workshop : from Design to control : Developing Materially Intelligent Robotic Processes
This workshop focused on design and fabricating methodologies for local tailoring of material performance. These methodologies include systems which are tailored geometrically (for example the Infundibuliforms project ) as well as those which are tailored materially, such as a multi-material extrusion process. By locally tailoring material properties, components can be designed which embed performance at a nuanced level while simultaneously minimizing material usage.
In order to design and fabricate such systems, there are two requirements. The first is a software design framework which allows process parameters to be locally specified along a machine trajectory, and the second is a hardware interface which allows this specificity to be synchronously communicated between a robotic / CNC motion control platform and an end-effector.
Project Overview : Clay 3D Printing of Spatial Lattices Using Real-Time Model Re-calibration
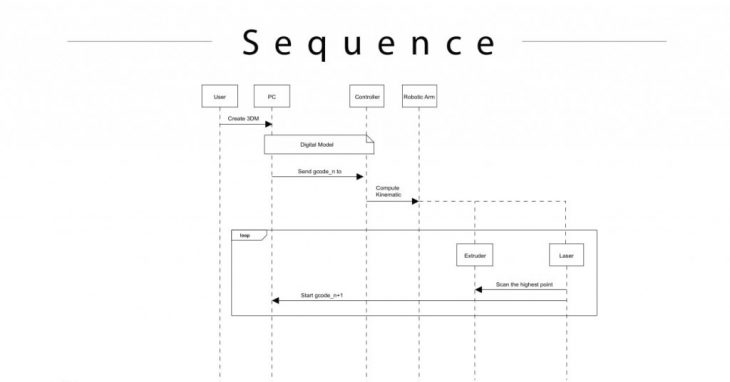
This project of 3D printing methodology for clay, incorporating a real time feedback system of material surveying and self-correction to recompute new depositions based on scanned local deviations from the digital model. This process compensates for the uncertain material behavior of clay due to its viscosity, malleability, and deflection through constant model re-calibration, and it increases the predictability and the possible scale of spatial 3D prints through real-time material-informed toolpath generation.
Challenge :
- The main challenge identified was the issue of scale.
- Small differences in material properties and system parameters, such as air pressure or humidity.
- Material self-weight played an important role in 3D printing fresh clay.
Process :
- The experiment was carried out using a KUKA 6-axis multipurpose industrial robotic arm, with a bespoke end effector.
- The Industrial Hand-mixed clay was prepared and loaded in a sausages.
- A customized end effector was used to be compatible with clay printing.
- For recalibration, deflection of the printed geometry was measured by a Laser sensor.
Result :

The printed geometry was produced by the use of a closed-loop system that proved successful for calibrating tool paths to accommodate the discrepancies between the digital print path and the physical print. Within the process of measuring individual points by using distance sensor, and calibrating the print path based on the local maxima of each node in the printed lattice, and updating the nodes in the lattice based on the printed path rather than digital path, has shown better accuracy of the print.
Video :
References :
- 2018, IM et al. , Responsive-Spatial-Print_ACADIA-2018-Proceedings.
- AlOthman, S, H. Im, F. Jung, and M. Bechthold. 2018. “Spatial Print Trajectory.” In Robotic Fabrication in Architecture, Art and Design, edited by J. Willman, P. Block, M. Hutter, K. Byrne, and T. Schork. Cham, Switzerland: Springer.
Clay 3D Printing of Spatial Lattices Using Real-Time Model Recalibration is a project of IaaC, Institute for Advanced Architecture of Catalonia developed at Master in Robotics and Advanced Construction (M.R.A.C.) in 2019 by,
Students: Soroush_Garivani /Subhash_Prajapat/ Jean-Nicolas_dackiw/ Stefano_Meloni.
Faculty: Wes McGee, Kunaljit Chadha.
